Tehnologia de construcție a aripilor aeromodelelor
TEHNOLOGIA DE CONSTRUCȚIE A ARIPILOR AEROMODELELOR
În articolul prezentat se va avea în vedere structura clasică a aripilor: nervuri baghete + folie hârtie, urmând ca într-un articol viitor să ne ocupăm și de structurile geodezice, complet chesonate și sandvis.
Construcția începe încă din faza de proiectare în măsura cunoștințelor asimilate de aeromodelist.
Dintre părțile componente ale unui aeromodel: aripa, fuzelajul, ampenajul orizontal, ampenajul vertical, grupul motopropulsor ș.a.: cea dintâi necesită o atenție deosebită pentru că ea este partea aerodinamică cea mai importantă; ea creează portanța (sustenția) și stabilizează zborul uniform.
Materialele necesare construirii aripii clasice sunt: - placaj (0,8-3 mm) - furnir de cedru sau tei (plăci balsa) - baghete de brad (balsa) - cleiuri pentru lemn (ago, aracet, lipinol, naposez) - folie subțire (natron, japoneză) - emailită.
Să începem cu nervurile. Vom confecționa mai întâi nervura sablon din dural sau placaj. Aceasta trebuie să fie prelucrată foarte exact, conform datelor luate din tabelele existente în diverse publicații de specialitate. În general aceste tipuri de profiluri se dau procentual, pe trei coloane: x; ye; yi.
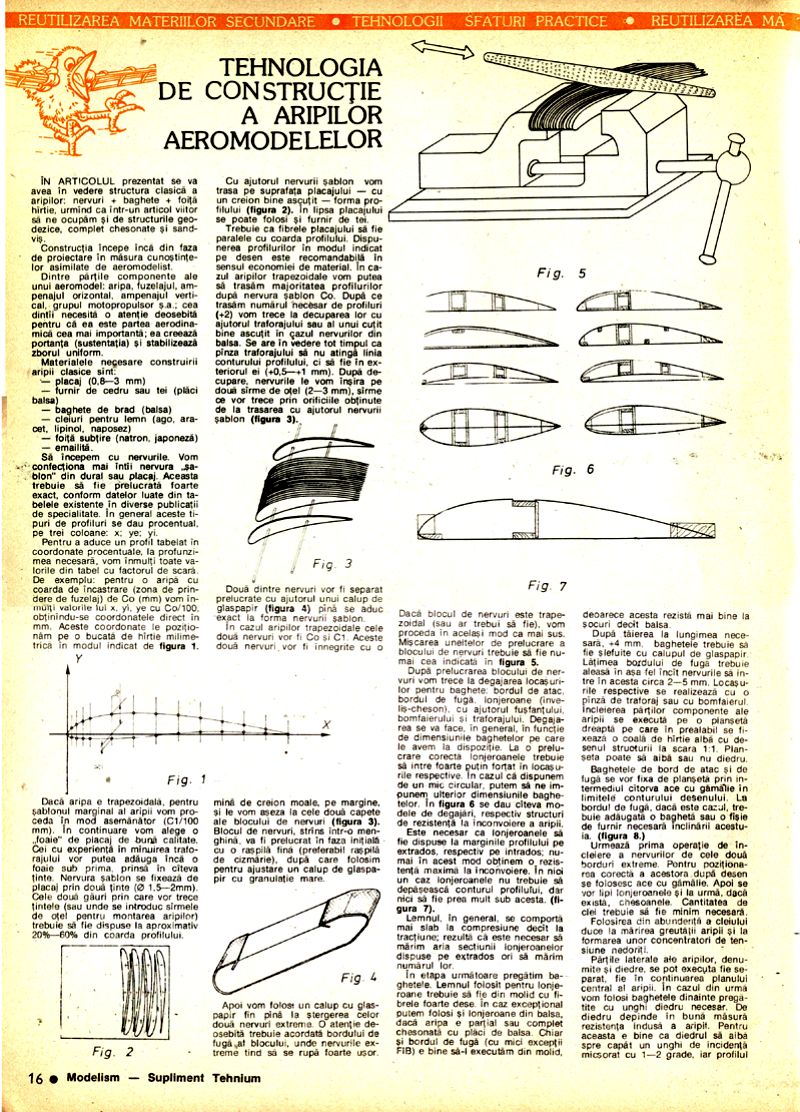
Pentru a aduce un profil tabelat în coordonate procentuale, la profunzimea necesară, vom înmulți toate valorile din tabel cu factorul de scară. De exemplu: pentru o aripă cu coarda de încastrare (zona de prindere de fuzelaj) de Co (mm) vom înmulți valorile lui x, yi, ye cu Co/100, obținându-se coordonatele direct în mm. Aceste coordonate le pozițonăm pe o bucată de hârtie milimetrică în modul indicat de figura 1.
Dacă aripa e trapezoidală, pentru șablonul marginal al aripii vom proceda în mod asemănător (C1/100 mm). În continuare vom alege o foaie de placaj de bună calitate. Cei cu experiență în mânuirea traforajului vor putea adăuga încă o foaie sub prima, prinsă în câteva ținte. Nervura sablon se fixează de placaj prin două ținte (1,5-2mm). Cele două găuri prin care vor trece țintele (sau unde se introduc sârmele de oțel pentru montarea aripilor) trebuie să fie dispuse la aproximativ 20%-60% din coarda profilului.
Cu ajutorul nervurii sablon vom trasa pe suprafața placajului cu un creion bine ascuțit forma profilului (figura 2). În lipsa placajului se poate folosi și furnir de tei. Trebuie ca fibrele placajului să fie paralele cu coarda profilului. Dispunerea profilurilor în modul indicat pe desen este recomandabilă în sensul economiei de material. În cazul aripilor trapezoidale vom putea să trasăm majoritatea profilurilor după nervura sablon Co. După ce trasăm numărul necesar de profiluri (+2) vom trece la decuparea lor cu ajutorul traforajului sau al unui cuțit bine ascuțit în cazul nervurilor din balsa. Se are în vedere tot timpul ca pânza traforajului să nu atingă linia conturului profilului, ci să fie în exteriorul ei (+0,5÷1 mm). După decupare, nervurile le vom înșira pe două sârme de oțel (2-3 mm), sârme ce vor trece prin orificiile obținute de la trasarea cu ajutorul nervurii sablon (figura 3).
Două dintre nervuri vor fi separat prelucrate cu ajutorul unui calup de glaspapir (figura 4) până se aduc exact la forma nervurii sablon. În cazul aripilor trapezoidale cele două nervuri vor fi Co și C1. Aceste două nervuri vor fi înnegrite cu o mină de creion moale, pe margine, și le vom așeza la cele două capete ale blocului de nervuri (figura 3). Blocul de nervuri, strâns într-o menghină, va fi prelucrat în faza inițială cu o răspilă fină (preferabil răspilă de cizmărie), după care folosim pentru ajustare un calup de glaspapir cu granulație mare.
Apoi vom folosi un calup cu glaspapir fin până la ștergerea celor două nervuri extreme. O atenție deosebită trebuie acordată bordului de fugă al blocului, unde nervurile extreme tind să se rupă foarte ușor.
Dacă blocul de nervuri este trapezoidal (sau ar trebui să fie), vom proceda în același mod ca mai sus. Mișcarea uneltelor de prelucrare a blocului de nervuri trebuie să fie numai cea indicată în figura 5.
După prelucrarea blocului de nervuri vom trece la degajarea locașurilor pentru baghete: bordul de atac, bordul de fugă, lonjeroane (înveliș-cheson), cu ajutorul dăltuitorului, bomfaierului și traforajului. Degajarea se va face, în general, în funcție de dimensiunile baghetelor pe care le avem la dispoziție. La o prelucrare corectă lonjeroanele trebuie să intre foarte puțin forțat în locașurile respective. În cazul că dispunem de un mic circular, putem să ne impunem ulterior dimensiunile baghetelor. În figura 6 se dau câteva modele de degajări, respectiv structuri de rezistență la înconvoiere a aripii.
Este necesar ca lonjeroanele să fie dispuse la marginile profilului pe extrados, respectiv pe intrados; numai în acest mod obținem o rezistență maximă la înconvoiere. În niciun caz lonjeroanele nu trebuie să depășească conturul profilului, dar nici să fie prea mult sub acesta (figura 7).
Lemnul, în general, se comportă mai slab la compresiune decât la tracțiune; rezultă că este necesar să mărim aria secțiunii lonjeroanelor dispuse pe extrados ori să mărim numărul lor.
În etapa următoare pregătim baghetele. Lemnul folosit pentru lonjeroane trebuie să fie din molid cu fibrele foarte dese. În caz excepțional putem folosi și lonjeroane din balsa, dacă aripa e parțial sau complet chesonată cu plăci de balsa. Chiar și bordul de fugă (cu mici excepții) e bine să-l executăm din molid, deoarece acesta rezistă mai bine la șocuri decât balsa.
După tăierea la lungimea necesară, +4 mm, baghetele trebuie să fie șlefuite cu calupul de glaspapir. Lățimea bordului de fugă trebuie aleasă în așa fel încât nervurile să intre în acesta circa 2-5 mm. Locașurile respective se realizează cu o pânză de traforaj sau cu bomfaierul.
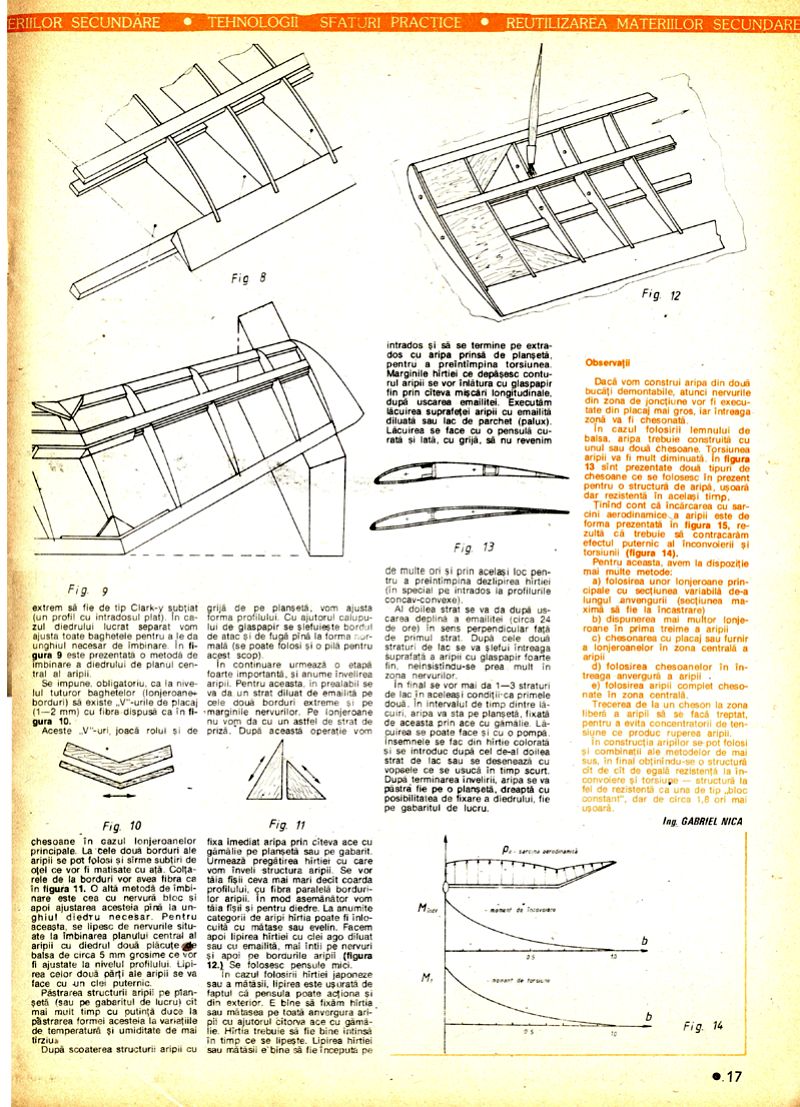
Încleirea părților componente ale aripii se execută pe o planșetă dreaptă pe care în prealabil se fixează o coală de hârtie albă cu desenul structurii la scara 1:1. Planșeta poate să aibă sau nu diedru. Baghetele de bord de atac și de fugă se vor fixa de planșetă prin intermediul câtorva ace cu gămălie în limitele conturului desenului. La bordul de fugă, dacă este cazul, trebuie adăugată o baghetă sau o fășie de furnir necesară înclinării acestuia (figura 8).
Urmează prima operație de încleiere a nervurilor de cele două borduri extreme. Pentru poziționarea corectă a acestora după desen se folosesc ace cu gămălie. Apoi se vor lipi lonjeroanele și la urmă, dacă există, chesonele. Cantitatea de clei trebuie să fie minim necesară. Folosirea din abundență a cleiului duce la mărirea greutății aripii și la formarea unor concentratori de tensiune nedoriți.
Părțile laterale ale aripilor, denumite și diedre, se pot executa fie separat, fie în continuarea planului central al aripii. În cazul din urmă vom folosi baghetele dinainte pregătite cu unghi diedru necesar. De diedru depinde în bună măsură rezistența indusă a aripii. Pentru aceasta e bine ca diedrul să aibă spre capăt un unghi de incidență micșorat cu 1-2 grade, iar profilul extrem să fie de tip Clark-y subțiat (un profil cu intradosul plat). În cazul diedrului lucrat separat vom ajusta toate baghetele pentru a le da unghiul necesar de îmbinare. În figura 9 este prezentată o metodă de îmbinare a diedrului de planul central al aripii.
Se impune, obligatoriu, ca la nivelul tuturor baghetelor (lonjeroane, borduri) să existe "V"-urile de placaj (1-2 mm) cu fibra dispusă ca în figura 10.
Aceste V-uri joacă rolul și de chesoane în cazul lonjeroanelor principale. La cele două borduri ale aripii se pot folosi și sârme subțiri de oțel ce vor fi matisate cu ață. Coțarele de la borduri vor avea fibra ca în figura 11. O altă metodă de îmbinare este cea cu nervura bloc și apoi ajustarea acesteia până la unghiul diedru necesar. Pentru aceasta, se lipesc de nervurile situate la îmbinarea planului central al aripii cu diedrul două plăcuțe de balsa de circa 5 mm grosime ce vor fi ajustate la nivelul profilului. Lipirea celor două părți ale aripii se va face cu un clei puternic.
Păstrarea structurii aripii pe planșetă (sau pe gabaritul de lucru) cât mai mult timp cu putință duce la păstrarea formei acesteia la variațiile de temperatură și umiditate de mai târziu.
După scoaterea structurii aripii cu grijă de pe planșetă, vom ajusta forma profilului. Cu ajutorul calupului de glaspapir se șlefuiește bordul de atac și de fugă până la forma normală (se poate folosi și o pilă pentru acest scop).
În continuare urmează o etapă foarte importantă, și anume învelirea aripii. Pentru aceasta, în prealabil se va da un strat diluat de emailită pe cele două borduri extreme și pe marginile nervurilor. Pe lonjeroane nu vom da cu un astfel de strat de priză. După această operație vom fixa imediat aripa prin câteva ace cu gămălie pe planșetă sau pe gabarit.
Urmează pregătirea hârtiei cu care vom înveli structura aripii. Se vor tăia fâșii ceva mai mari decât coarda profilului, cu fibra paralelă bordurilor aripii. În mod asemănător vom tăia fâșii și pentru diedre. La anumite categorii de aripi hârtia poate fi înlocuită cu mătase sau evelin. Facem apoi lipirea hârtiei cu clei ago diluat sau cu emailită, mai întâi pe nervuri și apoi pe bordurile aripii (figura 12). Se folosesc pensule mici.
În cazul folosirii hârtiei japoneze sau a mătasii, lipirea este ușurată de faptul că pensula poate acționa și din exterior. E bine să fixăm hârtia sau mătasea pe toată anvergura aripii cu ajutorul câtorva ace cu gămălie. Hârtia trebuie să fie bine întinsă în timp ce se lipește. Lipirea hârtiei sau mătasii e bine să fie începută pe intrados și să se termine pe extrados cu aripa prinsă de planșetă, pentru a preveni torsiunea.
Marginile hârtiei ce depășesc conturul aripii se vor înlătura cu glaspapir fin prin câteva mișcări longitudinale, după uscarea emailitei. Executăm lacuirea suprafeței aripii cu emailită diluată sau lac de parchet (palux). Lacuirea se face cu o pensulă curată și lată, cu grijă, să nu revenim de multe ori și prin același loc pentru a preveni dezlipirea hârtiei (în special pe intrados la profilurile concav-convexe).
Al doilea strat se va da după uscarea deplină a emailitei (circa 24 de ore) în sens perpendicular față de primul strat. După cele două straturi de lac se va șlefui întreaga suprafață a aripii cu glaspapir foarte fin, neinsistându-se prea mult în zona nervurilor.
În final se vor mai da 1-3 straturi de lac în aceleași condiții ca primele două. În intervalul de timp dintre lacuiri, aripa va sta pe planșetă, fixată de aceasta prin ace cu gămălie. Lacuirea se poate face și cu o pompă. Însemnele se fac din hârtie colorată și se introduc după cel de-al doilea strat de lac sau se desenează cu vopsele ce se usucă în timp scurt. După terminarea învelirii, aripa se va păstra fie pe o planșetă dreaptă cu posibilitatea de fixare a diedrului, fie pe gabaritul de lucru.
Observații
Dacă vom construi aripa din două bucăți demontabile, atunci nervurile din zona de joncțiune vor fi executate din placaj mai gros, iar întreaga zonă va fi chesonată.
În cazul folosirii lemnului de balsa, aripa trebuie construită cu unul sau două chesoane. Torsiunea aripii va fi mult diminuată. În figura 13 sunt prezentate două tipuri de chesoane ce se folosesc în prezent pentru o structură de aripă, ușoară dar rezistentă în același timp.
Ținând cont că încărcarea cu sarcini aerodinamice a aripii este de forma prezentată în figura 15, rezultă că trebuie să contracarăm efectul puternic al înconvoierii și torsiunii (figura 14).
Pentru aceasta, avem la dispoziție mai multe metode: a) folosirea unor lonjeroane principale cu secțiunea variabilă de-a lungul anvergurii (secțiunea maximă să fie la încastrare) b) dispunerea mai multor lonjeroane în prima treime a aripii c) chesonarea cu placaj sau furnir a lonjeroanelor în zona centrală a aripii d) folosirea chesonelor în întreaga anvergură a aripii e) folosirea aripii complet chesonate în zona centrală.
Trecerea de la un cheson la zona liberă a aripii să se facă treptat, pentru a evita concentratorii de tensiune ce produc ruperea aripii.
În construcția aripilor se pot folosi și combinații ale metodelor de mai sus, în final obținându-se o structură cât de cât de egală rezistență la înconvoiere și torsiune pe structură la fel de rezistentă ca una de tip „bloc constant", dar de circa 1,8 ori mai ușoară.
Ing. GABRIEL NICA