Despre culori
DESPRE CULORI George Măluşel
IATĂ ÎN CONTINUARE, DETALIATE, GAMELE CROMATICE
1. ROŞU 30% GALBEN 70% ORANJ CU TENTA SPRE ROŞU 2. ROŞU 70% VERDE 30% CAFENIU 3. CAFENIU 30% ALB 70% BEJ DESCHIS 4. ROŞU 50% ALB 50% ROŞU DESCHIS 5. ROŞU 2% ALB 98% ALB CU TENTA SPRE ROZ 6. ORANJ 70% CAFENIU 30% ORANJ ÎNCHIS 7. ORANJ 20% CAFENIU 80% HAVANA 8. ORANJ 70% INDIGO 30% VERDE GĂLBUI ÎNCHIS 9. ORANJ 50% ALB 50% ORANJ DESCHIS 10. ORANJ 2% ALB 98% ALB CU TENTA SPRE GALBEN 11. GALBEN 90% ROŞU 10% ORANJ CU TENTA SPRE GALBEN 12. GALBEN 80% ALBASTRU 20% GALBEN-VERDE 13. GALBEN 10% ALBASTRU 90% GALBEN DESCHIS 14. GALBEN 50% ALB 50% ALB CU TENTA SPRE CREM 15. GALBEN 2% ALB 98% VERDE-GALBEN DESCHIS 16. VERDE 50% GALBEN 50% GALBEN CU TENTA SPRE ROŞU CĂRĂMIZIU 17. VERDE 20% GALBEN 30% ROŞU 50% VERDE DESCHIS 18. VERDE 60% ROŞU 40% ALB CU TENTA SPRE VERNIL 19. VERDE 50% ALB 50% VIOLET CU TENTA SPRE VERDE-ALBASTRU 20. VERDE 2% ALB 98% VERDE CU TENTA SPRE ALBASTRU DESCHIS 21. ALBASTRU 50% VERDE 50% ALB CU TENTA SPRE BLEU 22. ALBASTRU 50% GALBEN 3% ALBASTRU ÎNCHIS 23. ALBASTRU 97% GALBEN 90% ROŞU 10% GALBEN ÎNCHIS 24. ALBASTRU 50% ALB 50% CAFENIU ÎNCHIS 25. ALBASTRU 2% ALB 98% INDIGO DESCHIS 26. INDIGO 30% ALB CU TENTA SPRE ALBASTRU 27. INDIGO 10% 28. INDIGO 90% ROŞU CU TENTA SPRE VIOLET 29. INDIGO 50% OCRU-ORANJ 30. INDIGO 2% 31. VIOLET 90% ROŞU 10% ROŞU CU TENTA SPRE VIOLET 32. VIOLET 70% GALBEN 30% ALBASTRU CU TENTA SPRE VIOLET 33. VIOLET 20% ALBASTRU 80% VIOLET DESCHIS 34. VIOLET 50% ALB 50% ALB CU TENTA SPRE LILA 35. VIOLET 2% ALB 98% INDIGO 36. NEGRU 40% ALBASTRU 60% VERDE ÎNCHIS 37. NEGRU 80% GALBEN 20% BRUN 38. NEGRU 80% ROŞU 20% NEGRU DESCHIS 39. NEGRU 50% ALB 50% ALB CU TENTA SPRE GRI 40. NEGRU 2% ALB 98%
Note tehnice: - Nu se obține din amestecul altor culori - Se obține din amestecul roşului cu galbenul - Se obține din amestecul galbenului cu albastru - Nu se obține din amestecul altor culori - În practică se obține din albastru foarte închis sau din amestecul albastrului cu negru - Se obține din amestecul roşului cu albastrul - Nu se obține din amestecul altor culori
Modelaje și mulaje
Volumul modelat reprezintă exprimarea finală a schiței sau proiectului conceput. Pe baza acestuia se conturează modul de organizare a elementelor din care se va construi o formă, un obiect. Sculptura se exprimă întotdeauna prin volume. Arhitecturii îi sunt specifice volumele funcționale. Și alte domenii abordează formele cu rol funcțional, înregistrând astfel date cât mai numeroase pentru realizarea unor viitoare construcții, mașini, instrumente de lucru etc. Modelarea este proprie unui proces de transformare a unui material cu proprietăți plastice. Din categoria acestor materiale cităm: pământul de modelaj, plastilina, ceara, ipsosul, masele plastice modelate la cald, răşinile și altele. Privind utilitatea prelucrării unor materiale ieftine și ușor de făşonat, s-a constatat că cele amintite sunt deosebit de practice la piesele a căror configurație este mai complicată. De fapt acestea includ formele care îmbină modelajul artistic cu tehnicitatea prelucrării industriale.
Elaborarea unor volume bine proporționate și selectate pe criterii funcțional-estetice va condiţiona orice realizare din domeniul modelismului. Fundamentarea unei astfel de concepții se va exprima în final printr-un ansamblu unitar și armonios.
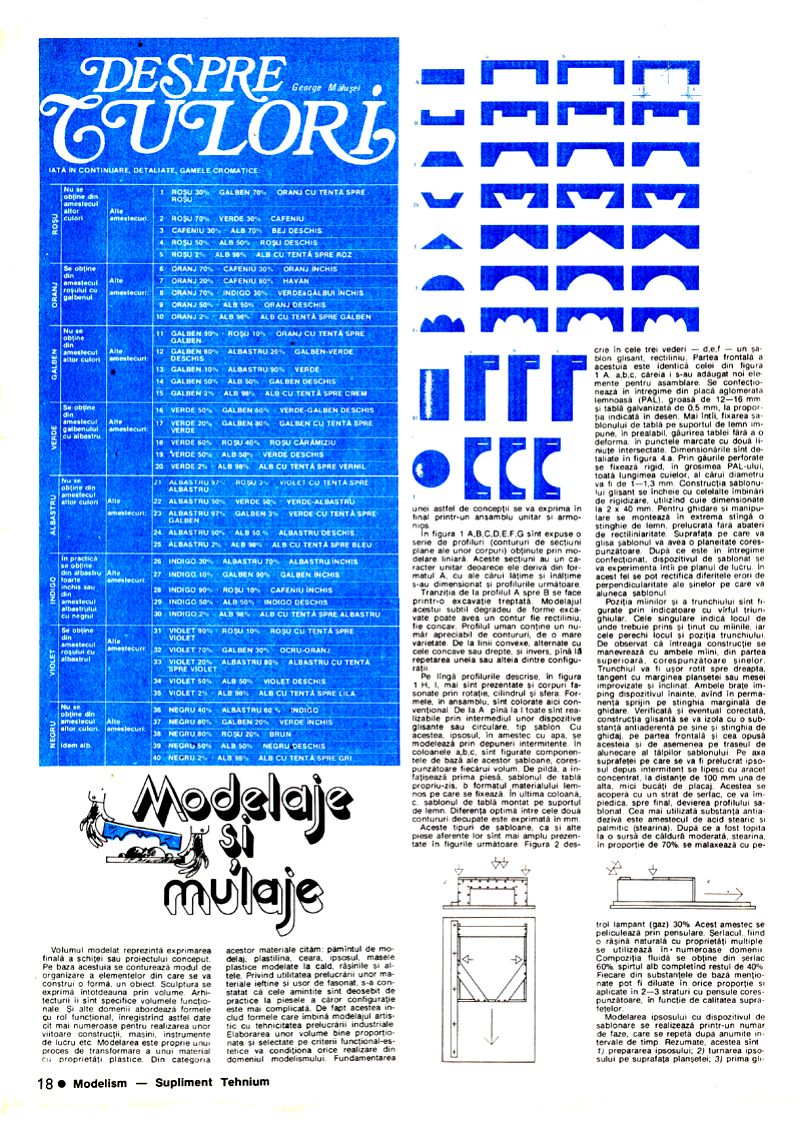
În figura 1 A.B.C.D.E.F.G sunt expuse o serie de profiluri (contururi de secțiuni plane ale unor corpuri) obținute prin modelare liniară. Aceste secțiuni au un caracter unitar deoarece ele derivă din formatul A, cu ale cărui lățime și înălțime s-au dimensionat și profilurile următoare. Tranziția de la profilul A spre B se face printr-o excavație treptată. Modelajul acestui subtil degradeu de forme excavate poate avea un contur fie rectiliniu, fie concav. Profilul uman conține un număr apreciabil de contururi, de o mare varietate. De la linii convexe, alternate cu cele concave sau drepte, și invers, până la repetarea uneia sau alteia dintre configurații.
Pe lângă profilurile descrise, în figura 1 H, I, mai sunt prezentate și corpuri faşonate prin rotație, cilindrul și sfera. Formele, în ansamblu, sunt colorate aici convențional. De la A până la I toate sunt realizabile prin intermediul unor dispozitive glisante sau circulare, tip șablon. Cu acestea, ipsosul, în amestec cu apa, se modelează prin depuneri intermitente. În coloanele a.b.c. sunt figurate componentele de bază ale acestor șabloane, corespunzătoare fiecărui volum. De pildă, a înfățișează prima piesă, șablonul de tablă propriu-zis. b formatul materialului lemnos pe care se fixează. În ultima coloană, c. șablonul de tablă montat pe suportul de lemn. Diferența optimă între cele două contururi decupate este exprimată în mm.
Aceste tipuri de șabloane, ca și alte piese aferente lor sunt mai amplu prezentate în figurile următoare. Figura 2 descrie în cele trei vederi definiția unui șablon glisant, rectiliniu. Partea frontală a acestuia este identică celei din figura 1 A. a,b,c, căreia i s-au adăugat noi elemente pentru asamblare. Se confecționează în întregime din placă aglomerată lemnoasă (PAL), groasă de 12-16 mm, și tablă galvanizată de 0,5 mm, la proporția indicată în desen. Mai întâi, fixarea șablonului de tablă pe suportul de lemn impune, în prealabil, găurirea tablei fără a o deforma, în punctele marcate cu două liniuțe intersectate. Dimensionările sunt detaliate în figura 4.a. Prin găurile perforate se fixează rigid, în grosimea PAL-ului, toată lungimea cuielor, al căror diametru va fi de 1-1,3 mm. Construcția șablonului glisant se încheie cu celelalte îmbinări de rigidizare, utilizând cuie dimensionate la 2 x 40 mm. Pentru ghidare și manipulare se montează în extrema stângă o șinghie de lemn, prelucrată fără abateri de rectiliniaritate. Suprafața pe care va glisa șablonul va avea o planeitate corespunzătoare. După ce este în întregime confecționat, dispozitivul de șablonat se va experimenta întâi pe planul de lucru. În acest fel se pot rectifica diferitele erori de perpendicularitate ale șinelor pe care va aluneca șablonul.
Poziția mâinilor și a trunchiului sunt figurate prin indicatoare cu vârful triunghiular. Cele singulare indică locul de unde trebuie prins și ținut cu mâinile, iar cele perechi locul și poziția trunchiului. De observat că întreaga construcție se manevrează cu ambele mâini, din partea superioară, corespunzătoare șinelor. Trunchiul va fi ușor rotit spre dreapta, tangent cu marginea planșetei sau mesei improvizate și înclinat. Ambele brațe împing dispozitivul înainte, având în permanență sprijin pe șinghia marginală de ghidare. Verificată și eventual corectată, construcția glisantă se va izola cu o substanță antiaderentă pe șine și șinghia de ghidaj, pe partea frontală și cea opusă acesteia și de asemenea pe traseul de alunecare al tălpilor șablonului. Pe axa suprafeței pe care se va fi prelucrat ipsosul depus intermitent se lipesc cu aracet concentrat, la distanțe de 100 mm una de alta, mici bucăți de placaj. Acestea se acoperă cu un strat de șerlac, ce va împiedica, spre final, devierea profilului șablonat. Cea mai utilizată substanță antiaderentă este amestecul de acid stearic și palmitic (stearina). După ce a fost topită la o sursă de căldură moderată, stearina, în proporție de 70% se malaxează cu petrol lampant (gaz) 30%. Acest amestec se peliculează prin pensulare. Șerlacul fiind o răşină naturală cu proprietăți multiple, se utilizează în numeroase domenii. Compoziția fluidă se obține din șerlac 60%, spirtul alb completând restul de 40%. Fiecare din substanțele de bază menționate pot fi diluate în orice proporție și aplicate în 2-3 straturi cu pensule corespunzătoare, în funcție de calitatea suprafețelor.
Modelarea ipsosului cu dispozitivul de șablonare se realizează printr-un număr de faze, care se repetă după anumite intervale de timp. Rezumate, acestea sunt: 1) prepararea ipsosului; 2) turnarea ipsosului pe suprafața planșetei; 3) prima glisare a șablonului (înainte); 4) ridicarea șablonului și îndepărtarea surplusului de ipsos de pe conturul de tablă al șablonului. Urmează prepararea ipsosului identică poziției 1, continuând cu celelalte operații până când forma proiectată este în întregime constituită. Până în final, toate etapele enumerate sunt identice, singura deosebire fiind că la ultimele glisări amestecul ipsosului cu apa va fi cât mai diluat. Această proporție, în care volumul de apă deține procentul cel mai mare, condiționează finisajul optim al suprafeței modelate. Este recomandabil ca acționarea șablonului să se facă numai înainte și nu înapoi, fapt care ar deprecia piesa. Revenirea, la următoarea glisare, vizează scoaterea șablonului numai după ce acesta a parcurs o lungime completă, de la o extremitate la alta. Turnarea ipsosului malaxat pe suprafața de lucru va fi succedată, întotdeauna, de glisarea șablonului modelator. Orice profil asemănător celui din figura 1 poate fi făşonat în întregime prin 4-6 cicluri intermitente în care sunt incluse fazele amintite. Acestea se vor derula într-un tempo cât mai rapid, pentru că altfel ipsosul își definitivează priza, devenind solid. Constituind o secvență importantă din această minitehnologie, prepararea unor materiale, cum este ghipsul deshidratat, respectiv ipsosul, devine la fel de importantă ca și dispozitivele și ustensilele de prelucrare.
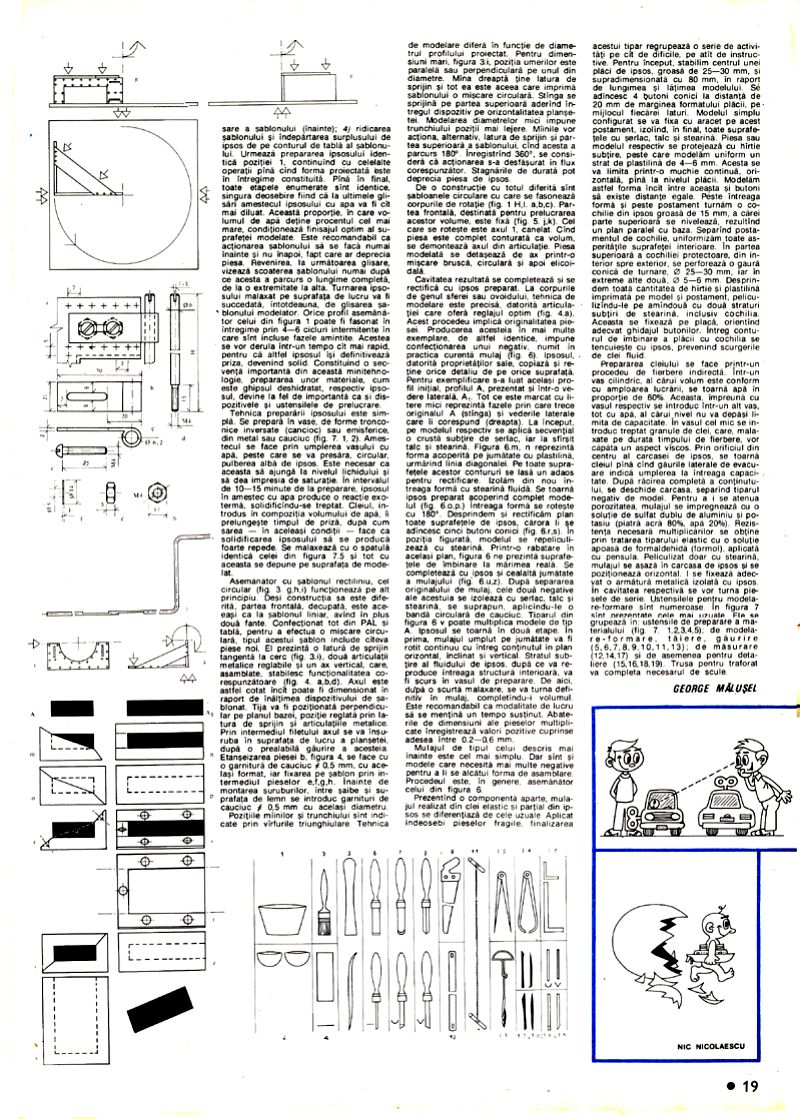
Tehnica preparării ipsosului este simplă. Se prepară în vase, de forme tronconice inversate (cancioc) sau emisferice din metal sau cauciuc (fig. 7. 1. 2). Amestecul se face prin umplerea vasului cu apă, peste care se va presăra, circular, pulberea albă de ipsos. Este necesar ca aceasta să ajungă la nivelul lichidului și să dea impresia de saturație. În intervalul de 10-15 minute de la preparare, ipsosul în amestec cu apa produce o reacție exotermă, solidificându-se treptat. Cleiul, introdus în compoziția volumului de apă, îi prelungește timpul de priză, după cum sarea în aceleași condiții face ca solidificarea ipsosului să se producă foarte repede. Se malaxează cu o spatulă identică celei din figura 7.5 și tot cu aceasta se depune pe suprafața de modelat.
Asemănător cu șablonul rectiliniu, cel circular (fig. 3 g.h.) funcționează pe alt principiu. Deși construcția sa este diferită, partea frontală, decupată, este aceeași ca la șablonul liniar, având în plus două fante. Confecționat tot din PAL și tablă, pentru a efectua o mișcare circulară, tipul acestui șablon include câteva piese noi. El prezintă o latură de sprijin tangentă la cerc (fig. 3.), două articulații metalice reglabile și un ax vertical, care, asamblate, stabilesc funcționalitatea corespunzătoare (fig. 4. a.b.d). Axul este astfel cotat încât poate fi dimensionat în raport de înălțimea dispozitivului de șablonat. Tija va fi poziționată perpendicular pe planul bazei, poziție reglată prin latura de sprijin și articulațiile metalice. Prin intermediul filetului axul se va înșuruba în suprafața de lucru a planșetei după o prealabilă găurire a acesteia. Etanșeizarea piesei b, figura 4, se face cu o garnitură de cauciuc 0.5 mm, cu același format, iar fixarea pe șablon prin intermediul pieselor c,f,g,h. Înainte de montarea șuruburilor, între șaibe și suprafața de lemn se introduc garnituri de cauciuc 0.5 mm cu același diametru.
Pozițiile mâinilor și trunchiului sunt indicate prin vârfurile triunghiulare. Tehnica de modelare diferă în funcție de diametrul profilului proiectat. Pentru dimensiuni mari, figura 3i, poziția umerilor este paralelă sau perpendiculară pe unul din diametre. Mâna dreaptă ține latura de sprijin și tot ea este aceea care imprimă șablonului o mișcare circulară. Stânga se sprijină pe partea superioară aderind întregul dispozitiv pe orizontalitatea planșetei. Modelarea diametrelor mici impune trunchiului poziții mai lejere. Mâinile vor acționa, alternativ, latura de sprijin și partea superioară a șablonului, când acesta a parcurs 180°. Înregistrând 360°, se consideră că acționarea s-a desfășurat în flux corespunzător. Stagnările de durată pot deprecia piesa de ipsos.
De o construcție cu totul diferită sunt șabloanele circulare cu care se faşonează corpurile de rotație (fig. 1 H,I. a,b,c). Partea frontală, destinată pentru prelucrarea acestor volume, este fixă (fig. 5. j,k). Cel care se rotește este axul l, canelat. Când piesa este complet conturată ca volum, se demontează axul din articulație. Piesa modelată se detașează de ax printr-o mișcare bruscă, circulară și apoi elicoidală. Cavitatea rezultată se completează și se rectifică cu ipsos preparat. La corpurile de genul sferei sau ovoidului, tehnica de modelare este precisă, datorită articulației care oferă reglajul optim (fig. 4.a). Acest procedeu implică originalitatea piesei. Producerea acesteia în mai multe exemplare, de altfel identice, impune confecționarea unui negativ, numit în practica curentă mulaj (fig. 6). Ipsosul, datorită proprietăților sale, copiază și reține orice detaliu de pe orice suprafață.
Pentru exemplificare s-a luat același profil inițial, profilul A, prezentat și într-o vedere laterală, A. Tot ce este marcat cu litere mici reprezintă fazele prin care trece originalul A (stânga) și vederile laterale care îi corespund (dreapta). La început, pe modelul respectiv se aplică secvențial o crustă subțire de șerlac, iar la sfârșitul talc și stearina. Figura 6.m. n reprezintă forma acoperită pe jumătate cu plastilina, urmărind linia diagonalei. Pe toate suprafețele acestor contururi se lasă un adaos pentru rectificare. Izolăm din nou întreaga formă cu stearină fluidă. Se toarnă ipsos preparat acoperind complet modelul (fig. 6.o.p.). Întreaga formă se rotește cu 180°. Desprindem și rectificăm plan toate suprafețele de ipsos, cărora li se adâncesc cinci butoni conici (fig. 6.r.s). În poziția figurată, modelul se repeliculizează cu stearină. Printr-o rabatere în același plan, figura 6 ne prezintă suprafețele de îmbinare la mărimea reală. Se completează cu ipsos și cealaltă jumătate a mulajului (fig. 6.u,z). După separarea originalului de mulaj, cele două negative ale acestuia se izolează cu șerlac, talc, stearină, se suprapun, aplicându-le o bandă circulară de cauciuc. Turnarea din figura 6 v poate multiplica modele de tip A. Ipsosul se toarnă în două etape. În prima, mulajul umplut pe jumătate va fi rotit continuu cu întreg conținutul în plan orizontal, înclinat și vertical. Stratul subțire al fluidului de ipsos, după ce va reproduce întreaga structură interioară, va fi scurs în vasul de preparare. De aici, după o scurtă malaxare, se va turna definitiv în mulaj, completându-i volumul. Este recomandabil ca modalitate de lucru să se mențină un tempo susținut. Abaterile de dimensiuni ale pieselor multiplicate înregistrează valori pozitive cuprinse adesea între 0,2-0,6 mm.
Mulajul de tipul celui descris mai înainte este cel mai simplu. Dar sunt și modele care necesită mai multe negative pentru a li se alcătui forma de asamblare. Procedeul este, în genere, asemănător celui din figura 6.
Prezentând o componentă aparte, mulajul realizat din clei elastic și parțial din ipsos se diferențiază de cele uzuale. Aplicat îndeosebi pieselor fragile, finalizarea acestui tipar regrupează o serie de activități pe cât de dificile, pe atât de instructive. Pentru început, stabilim centrul unei plăci de ipsos, groasă de 25-30 mm, și supradimensionată cu 80 mm, în raport de lungimea și lățimea modelului. Se adâncesc 4 butoni conici la distanță de 20 mm de marginea formatului plăcii, pe mijlocul fiecărei laturi. Modelul simplu configurat se va fixa cu aracet pe acest postament, izolând, în final, toate suprafețele cu șerlac, talc, stearină. Piesa sau modelul respectiv se protejează cu hârtie subțire, peste care modelăm uniform un strat de plastilina de 4-6 mm. Acesta se va limita printr-o muchie continuă, orizontală, până la nivelul plăcii. Modelăm astfel forma încât între aceasta și butoni să existe distanțe egale. Peste întreaga formă și peste postament turnăm o cochilie din ipsos groasă de 15 mm, a cărei parte superioară se nivelează, rezultând un plan paralel cu baza. Separând postamentul de cochilie, uniformizăm toate asperitățile suprafeței interioare. În partea superioară a cochiliei protectoare, din interior spre exterior, se perforează o gaură conică de turnare, 25-30 mm, iar în extreme alte două, 5-6 mm. Desprindem toată cantitatea de hârtie și plastilina imprimată pe model și postament, peliculizându-le pe amândouă cu două straturi subțiri de stearină, inclusiv cochilia. Aceasta se fixează pe placă, orientând adecvat ghidajul butonilor. Întreg conturul de îmbinare a plăcii cu cochilia se tencuiește cu ipsos, prevenind scurgerile de clei fluid.
Prepararea cleiului se face printr-un procedeu de fierbere indirectă. Într-un vas cilindric, al cărui volum este conform cu amploarea lucrării, se toarnă apă în proporție de 60%. Aceasta, împreună cu vasul respectiv se introduc într-un alt vas, tot cu apă, al cărui nivel nu va depăși limita de capacitate. În vasul cel mic se introduc treptat granule de clei, care, malaxate pe durata timpului de fierbere, vor căpăta un aspect vâscos. Prin orificiul din centru al carcasei de ipsos, se toarnă cleiul până când găurile laterale de evacuare indică umplerea la întreaga capacitate. După răcirea completă a conținutului, se deschide carcasa, separând tiparul negativ de model. Pentru a i se atenua porozitatea, mulajul se impregnează cu o soluție de sulfat dublu de aluminiu și potasiu (piatra acră 80%, apă 20%). Rezistența necesară multiplicărilor se obține prin tratarea tiparului elastic cu o soluție apoasă de formaldehidă (formol), aplicată cu pensula. Peliculizat doar cu stearină, mulajul se așază în carcasa de ipsos și se poziționează orizontal. I se fixează adecvat o armatură metalică izolată cu ipsos. În cavitatea respectivă se vor turna piesele de serie. Ustensilele pentru modelare-formare sunt numeroase. În figura 7 sunt prezentate cele mai uzuale. Ele se grupează în: ustensile de preparare a materialului (fig. 7. 1.2.3.4.5); de modelare-formare, tăiere, găurire (5.6.7.8.9.10.11.13); de măsurare (12.14.17) și de asemenea pentru detaliare (15,16,18.19). Trusa pentru traforat îi va completa necesarul de scule.
GEORGE MĂLUŞEL