În modelismul feroviar - Comanda și control
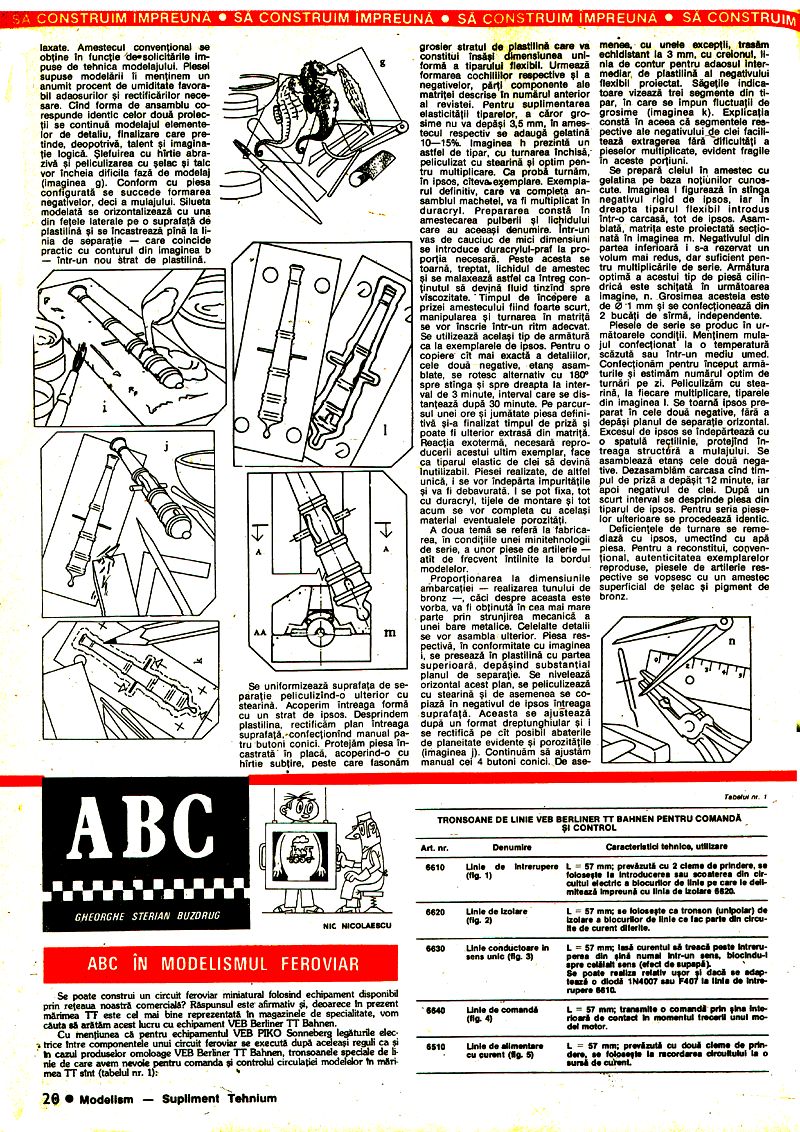
laxate. Amestecul convențional se obține în funcție de solicitările impuse de tehnica modelajului. Piesele supuse modelării li menținem un anumit procent de umiditate favorabil adaosurilor și rectificărilor necesare. Când forma de ansamblu corespunde identic celor două proiecții se continuă modelajul elementelor de detaliu, finalizare care pretinde, deopotrivă, talent și imaginație logică. Șlefuirea cu hârtie abrazivă și peliculizarea cu șelac și talc vor încheia dificila fază de modelaj (imaginea g). Conform cu piesa configurată se succede formarea negativelor, deci a mulajului. Silueta modelată se orizontalizează cu una din fețele laterale pe o suprafață de plastilină și se încastrează până la linia de separație care coincide practic cu conturul din imaginea b într-un nou strat de plastilină.
Se uniformizează suprafața de separație peliculizând-o ulterior cu stearină. Acoperim întreaga formă cu un strat de ipsos. Desprinddem plastilina, rectificăm plan întreaga suprafață, confecționând manual patru butoni conici. Protejăm piesa încastrată în placă, acoperind-o cu hârtie subțire, peste care fasonăm grosier stratul de plastilină care va constitui însăși dimensiunea uniformă a tiparului flexibil. Urmează formarea cochiliilor respective și a negativelor, părți componente ale matriței descrise în numărul anterior al revistei. Pentru suplimentarea elasticității tiparelor, a căror grosime nu va depăși 3,5 mm, în amestecul respectiv se adaugă gelatină 10-15%. Imaginea h prezintă un astfel de tipar, cu turnarea închisă, peliculizat cu stearină și optim pentru multiplicare. Ca probă turnăm, în ipsos, câteva exemplare. Exemplarul definitiv, care va completa ansamblul machetei, va fi multiplicat în duracryl. Prepararea constă în amestecarea pulberii și lichidului care au aceeași denumire. Într-un vas de cauciuc de mici dimensiuni se introduce duracrylul-praf la proporția necesară. Peste acesta se toarnă, treptat, lichidul de amestec și se malaxează astfel ca întreg conținutul să devină fluid tinzând spre viscozitate. Timpul de începere a prizei amestecului fiind foarte scurt, manipularea și turnarea în matriță se vor înscrie într-un ritm adecvat. Se utilizează același tip de armatură ca la exemplarele de ipsos. Pentru o copiere cât mai exactă a detaliilor, cele două negative, etanș asamblate, se rotesc alternativ cu 180° spre stânga și spre dreapta la interval de 3 minute, interval care se distanțează după 30 minute. Pe parcursul unei ore și jumătate piesa definitivă și-a finalizat timpul de priză și poate fi ulterior extrasă din matriță. Reacția exotermă, necesară reproducerii acestui ultim exemplar, face ca tiparul elastic de clei să devină inutilizabil. Piesei realizate, de altfel unică, i se vor îndepărta impuritățile și va fi debavurată. I se pot fixa, tot cu duracryl, tijele de montare și tot acum se vor completa cu același material eventualele porozități.
A doua temă se referă la fabricarea, în condițiile unei minitehnologii de serie, a unor piese de artilerie atât de frecvent întâlnite la bordul modelelor. Proporționarea la dimensiunile ambarcației realizarea tunului de bronz căci despre aceasta este vorba, va fi obținută în cea mai mare parte prin strunjirea mecanică a unei bare metalice. Celelalte detalii se vor asambla ulterior. Piesa respectivă, în conformitate cu imaginea i, se presează în plastilină cu partea superioară, depășind substanțial planul de separație. Se nivelează orizontal acest plan, se peliculizează cu stearină și de asemenea se copiază în negativul de ipsos întreaga suprafață. Aceasta se ajustează după un format dreptunghiular și i se rectifică pe cât posibil abaterile de planeitate evidente și porozitățile (imaginea j). Continuăm să ajustăm manual cei 4 butoni conici. De asemenea, cu unele excepții, trasăm echidistant la 3 mm, cu creionul, linia de contur pentru adaosul intermediar, de plastilină al negativului flexibil proiectat. Săgețile indicatoare vizează trei segmente din tipar, în care se impun fluctuații de grosime (imaginea k). Explicația constă în aceea că segmentele respective ale negativului de clei facilitează extragerea fără dificultăți a pieselor multiplicate, evident fragile în aceste porțiuni.
Se prepară cleiul în amestec cu gelatina pe baza noțiunilor cunoscute. Imaginea l figurează în stânga negativul rigid de ipsos, iar în dreapta tiparul flexibil introdus într-o carcasă, tot de ipsos. Asamblată, matrița este proiectată secționată în imaginea m. Negativului din partea inferioară i s-a rezervat un volum mai redus, dar suficient pentru multiplicările de serie. Armătura optimă a acestui tip de piesă cilindrică este schițată în următoarea imagine, n. Grosimea acesteia este de 1 mm și se confecționează din 2 bucăți de sârmă, independente.
Piesele de serie se produc în următoarele condiții. Menținem mulajul confecționat la o temperatură scăzută sau într-un mediu umed. Confecționăm pentru început armăturile și estimăm numărul optim de turnări pe zi. Peliculizăm cu stearină, la fiecare multiplicare, tiparele din imaginea l. Se toarnă ipsos preparat în cele două negative, fără a depăși planul de separație orizontal. Excesul de ipsos se îndepărtează cu o spatulă rectilinie, protejând întreaga structură a mulajului. Se asamblează etanș cele două negative. Dezasamblăm carcasa când timpul de priză a depășit 12 minute, iar apoi negativul de clei. După un scurt interval se desprinde piesa din tiparul de ipsos. Pentru seria pieselor ulterioare se procedează identic.
Deficiențele de turnare se remediază cu ipsos, umectând cu apă piesa. Pentru a reconstitui, convențional, autenticitatea exemplarelor reproduse, piesele de artilerie respective se vopsesc cu un amestec superficial de șelac și pigment de bronz.
CONTROLUL CIRCULAȚIEI ÎN MODELISMUL FEROVIAR
Se poate construi un circuit feroviar miniatural folosind echipament disponibil prin rețeaua noastră comercială? Răspunsul este afirmativ și, deoarece în prezent mărimea TT este cel mai bine reprezentată în magazinele de specialitate, vom căuta să arătăm acest lucru cu echipament VEB Berliner TT Bahnen.
Cu mențiunea că pentru echipamentul VEB PIKO Sonneberg legăturile electrice între componentele unui circuit feroviar se execută după aceleași reguli ca și în cazul produselor omoloage VEB Berliner TT Bahnen, tronsoanele speciale de linie de care avem nevoie pentru comanda și controlul circulației modelelor în mărimea TT sunt (tabelul nr. 1):
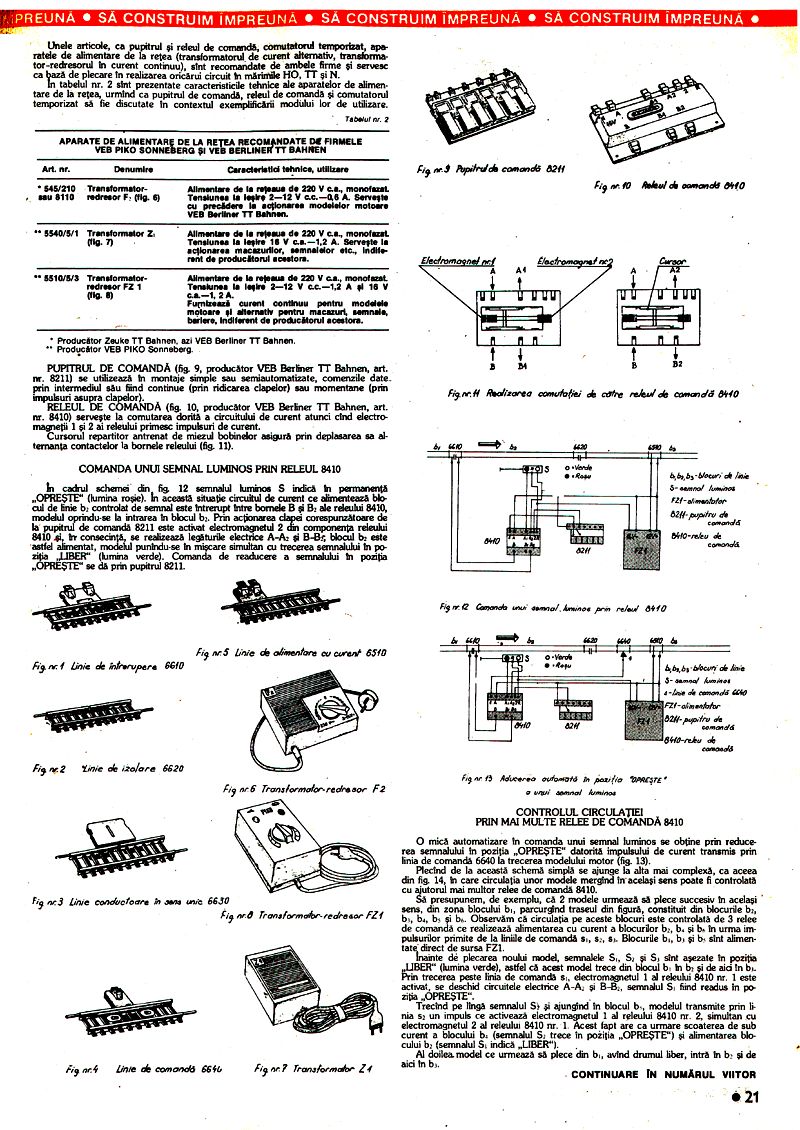
Tabelul nr. 1 TRONSOANE DE LINIE VEB BERLINER TT BAHNEN PENTRU COMANDĂ ȘI CONTROL
Art.nr. 6610 - Linie de Întrerupere (fig. 1) L=57 mm; prevăzută cu 2 cleme de prindere, se folosește la introducerea sau scoaterea din circuitul electric a blocurilor de linie pe care le delimitează împreună cu linia de izolare 6620.
Art.nr. 6620 - Linie de Izolare (fig. 2) L=57 mm; se folosește ca tronson (unipolar) de izolare a blocurilor de linie ce fac parte din circuite de curent diferite.
Art.nr. 6630 - Linie conductoare în sens unic (fig. 3) L=57 mm; lasă curentul să treacă peste întreruperea din șină numai într-un sens, blocându-l spre celălalt sens (efect de supapă). Se poate realiza relativ ușor și dacă se adaptează o diodă 1N4007 sau F407 la linia de întrerupere 6610.
Art.nr. 6640 - Linie de comandă (fig. 4) L=57 mm; transmite o comandă prin șina interioară de contact în momentul trecerii unui model motor.
Art.nr. 6510 - Linie de alimentare cu curent (fig. 5) L=57 mm; prevăzută cu două cleme de prindere, se folosește la racordarea circuitului la o sursă de curent.
Unele articole, ca pupitrul și releul de comandă, comutatorul temporizat, aparatele de alimentare de la rețea (transformatorul de curent alternativ, transformator-redresorul în curent continuu), sunt recomandate de ambele firme și servesc ca bază de plecare în realizarea oricărui circuit în mărimile HO, TT și N.
În tabelul nr. 2 sunt prezentate caracteristicile tehnice ale aparatelor de alimentare de la rețea, urmând ca pupitrul de comandă, releul de comandă și comutatorul temporizat să fie discutate în contextul exemplificării modului lor de utilizare.
Tabelul nr. 2 APARATE DE ALIMENTARE DE LA REȚEA RECOMANDATE DE FIRMELE VEB PIKO SONNEBERG ȘI VEB BERLINER TT BAHNEN
Art. nr. 545/210 sau 8110 - Transformator-redresor F2 (fig. 6) Alimentare de la rețeaua de 220 V c.a., monofazat. Tensiunea la ieșire 2-12 V c.c.-0,6 A. Servește cu precădere la acționarea modelelor motoare VEB Berliner TT Bahnen.
Art. nr. 5540/5/1 - Transformator Z (fig. 7) Alimentare de la rețeaua de 220 V c.a., monofazat. Tensiunea la ieșire 16 V c.a.-1,2 A. Servește la acționarea macazurilor, semnalelor etc., indiferent de producătorul acestora.
Art. nr. 5510/5/3 - Transformator-redresor FZ1 (fig. 8) Alimentare de la rețeaua de 220 V c.a., monofazat. Tensiunea la ieșire 2-12 V c.c.-1,2 A 16 V c.a.-1,2A. Furnizează curent continuu pentru modelele motoare și alternativ pentru macazuri, semnale, bariere, indiferent de producătorul acestora.
PUPITRUL DE COMANDĂ (fig. 9, producător VEB Berliner TT Bahnen, art. nr. 8211) se utilizează în montaje simple sau semiautomatizate, comenzile date prin intermediul său fiind continue (prin ridicarea clapelor) sau momentane (prin impulsuri asupra clapelor).
RELEUL DE COMANDĂ (fig. 10, producător VEB Berliner TT Bahnen, art. nr. 8410) servește la comutarea dorită a circuitului de curent atunci când electromagneții 1 și 2 ai releului primesc impulsuri de curent.
Cursorul repartitor antrenat de miezul bobinelor asigură prin deplasarea sa alternanza contactelor la bornele releului (fig. 11).
COMANDA UNUI SEMNAL LUMINOS PRIN RELEUL 8410
În cadrul schemei din fig. 12 semnalul luminos S indică în permanență „OPREȘTE" (lumina roșie). În această situație circuitul de curent ce alimentează blocul de linie b1 controlat de semnal este întrerupt între bornele B1 și B2 ale releului 8410, modelul oprindu-se la intrarea în blocul b1. Prin acționarea clapei corespunzătoare de la pupitrul de comandă 8211 este activat electromagnetul 2 din componenta releului 8410 și, în consecință, se realizează legăturile electrice A1-A2 și B1-B2, blocul b1 este astfel alimentat, modelul punându-se în mișcare simultan cu trecerea semnalului în poziția „LIBER" (lumina verde). Comanda de readucere a semnalului în poziția „OPREȘTE" se dă prin pupitrul 8211.
CONTROLUL CIRCULAȚIEI PRIN MAI MULTE RELEE DE COMANDĂ 8410
O mică automatizare în comanda unui semnal luminos se obține prin reducerea semnalului în poziția „OPREȘTE" datorită impulsului de curent transmis prin linia de comandă 6640 la trecerea modelului motor (fig. 13).
Plecând de la această schemă simplă se ajunge la alta mai complexă, ca aceea din fig. 14, în care circulația unor modele mergând în același sens poate fi controlată cu ajutorul mai multor relee de comandă 8410.
Să presupunem, de exemplu, că 2 modele urmează să plece succesiv în același sens, din zona blocului b1, parcurgând traseul din figură, constituit din blocurile b1, b2, b3, b4 și b5. Observăm că circulația pe aceste blocuri este controlată de 3 relee de comandă ce realizează alimentarea cu curent a blocurilor b2, b3 și b4 în urma impulsurilor primite de la liniile de comandă s1, s2, s3. Blocurile b1, b1 și b5 sunt alimentate direct de sursa FZ1.
Înainte de plecarea noului model, semnalele S1, S2 și S3 sunt așezate în poziția „LIBER" (lumina verde), astfel că acest model trece din blocul b1 în b2 și de aici în b3. Prin trecerea peste linia de comandă s1, electromagnetul 1 al releului 8410 nr. 1 este activat, se deschid circuitele electrice A1-A2 și B1-B2, semnalul S1 fiind readus în poziția „OPREȘTE".
Trecând pe lângă semnalul S1 și ajungând în blocul b3, modelul transmite prin linia s2 un impuls ce activează electromagnetul 1 al releului 8410 nr. 2, simultan cu electromagnetul 2 al releului 8410 nr. 1. Acest fapt are ca urmare scoaterea de sub curent a blocului b2 (semnalul S2 trece în poziția „OPREȘTE") și alimentarea blocului b3 (semnalul S1 indică „LIBER").
Al doilea model ce urmează să plece din b1, având drumul liber, intră în b2 și de aici în b3.
CONTINUARE ÎN NUMĂRUL VIITOR