Modelaje și mulaje
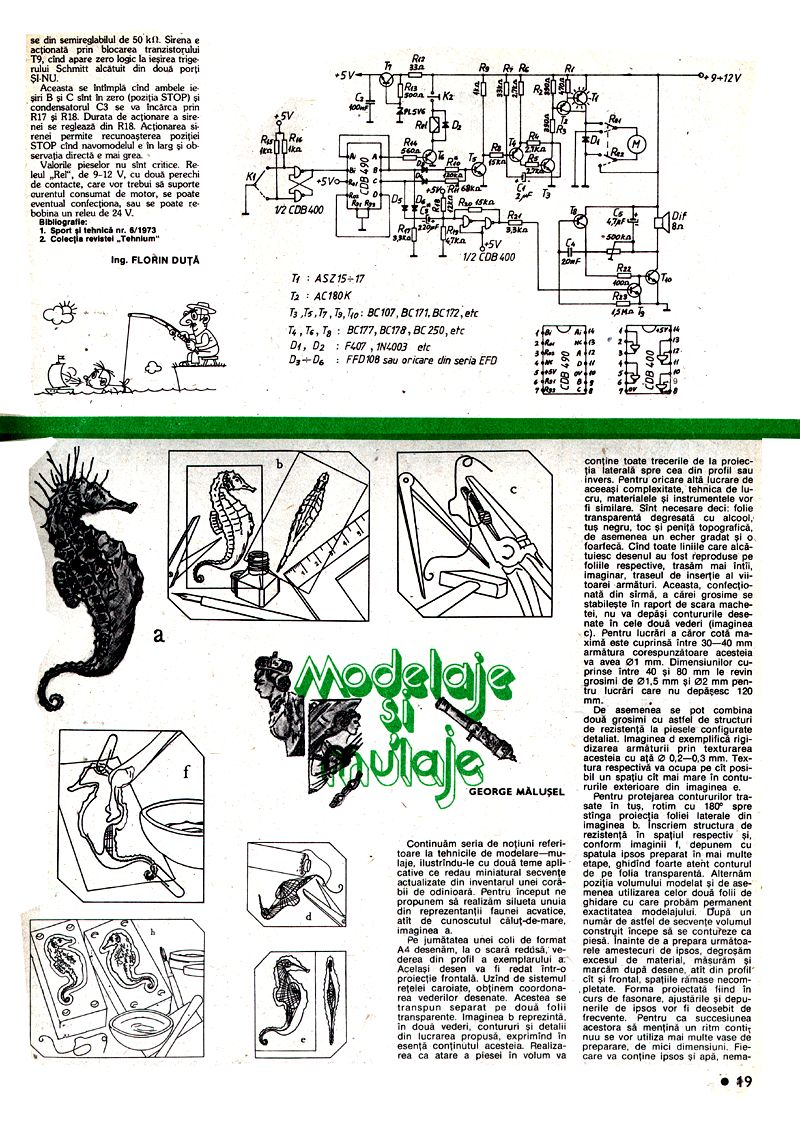
Continuăm seria de noțiuni referitoare la tehnicile de modelare-mulaje, ilustrându-le cu două teme aplicative ce redau în miniatură secvențe actualizate din inventarul unei corăbii de odinioară. Pentru început ne propunem să realizăm silueta unuia din reprezentanții faunei acvatice, atât de cunoscutul căluț-de-mare, imaginea a.
Pe jumătatea unei coli de format A4 desenăm, la o scară redusă, vederea din profil a exemplarului. Același desen va fi redat într-o proiecție frontală. Uzând de sistemul rețelei caroiate, obținem coordonarea vederilor desenate. Acestea se transpun separat pe două folii transparente. Imaginea b reprezintă, în două vederi, contururi și detalii din lucrarea propusă, exprimând în esență conținutul acesteia. Realizarea ca atare a piesei în volum va conține toate trecerile de la proiecția laterală spre cea din profil sau invers. Pentru oricare altă lucrare de aceeași complexitate, tehnica de lucru, materialele și instrumentele vor fi similare. Sunt necesare deci: folie transparentă degresată cu alcool, tuș negru, toc și peniță topografică, de asemenea un echer gradat și o foarfecă. Când toate liniile care alcătuiesc desenul au fost reproduse pe foliile respective, trasăm mai întâi, imaginar, traseul de inserție al viitoarei armături. Aceasta, confecționată din sârmă, a cărei grosime se stabilește în raport de scara machetei, nu va depăși contururile desenate în cele două vederi (imaginea c). Pentru lucrări a căror cotă maximă este cuprinsă între 30-40 mm armătura corespunzătoare acesteia va avea Ø1 mm. Dimensiunilor cuprinse între 40 și 80 mm le revin grosimi de 1,5 mm și Ø2 mm pentru lucrări care nu depășesc 120 mm.
De asemenea se pot combina două grosimi cu astfel de structuri de rezistență la piesele configurate detaliat. Imaginea d exemplifică rigidizarea armăturii prin texturarea acesteia cu ață 0,2-0,3 mm. Textura respectivă va ocupa pe cât posibil un spațiu cât mai mare în contururile exterioare din imaginea e.
Pentru protejarea contururilor trasate în tuș, rotim cu 180° spre stânga proiecția foliei laterale din imaginea b. Înscriem structura de rezistență în spațiul respectiv și, conform imaginii f, depunem cu spatula ipsos preparat în mai multe etape, ghidând foarte atent conturul de pe folia transparentă. Alternăm poziția volumului modelat și de asemenea utilizarea celor două folii de ghidare cu care probăm permanent exactitatea modelajului. După un număr de astfel de secvențe volumul construit începe să se contureze ca piesă. Înainte de a prepara următoarele amestecuri de ipsos, degrosăm excesul de material, măsurăm și marcăm după desene, atât din profil cât și frontal, spațiile rămase necompletate. Forma proiectată fiind în curs de fasonare, ajustările și depunerile de ipsos vor fi deosebit de frecvente. Pentru ca succesiunea acestora să mențină un ritm continuu se vor utiliza mai multe vase de preparare, de mici dimensiuni. Fiecare va conține ipsos și apă, nemalaxate. Amestecul convențional se obține în funcție de solicitările impuse de tehnica modelajului. Pieselor supuse modelării li se menține un anumit procent de umiditate favorabil adaosurilor și rectificărilor necesare. Când forma de ansamblu corespunde identic celor două proiecții se continuă modelajul elementelor de detaliu, finalizare care pretinde, deopotrivă, talent și imaginație logică. Șlefuirea cu hârtie abrazivă și peliculizarea cu șelac și talc vor încheia dificila fază de modelaj (imaginea g). Conform cu piesa configurată se succede formarea negativelor, deci a mulajului. Silueta modelată se orizontalizează cu una din fețele laterale pe o suprafață de plastilină și se încastrează până la linia de separație care coincide practic cu conturul din imaginea b într-un nou strat de plastilină.
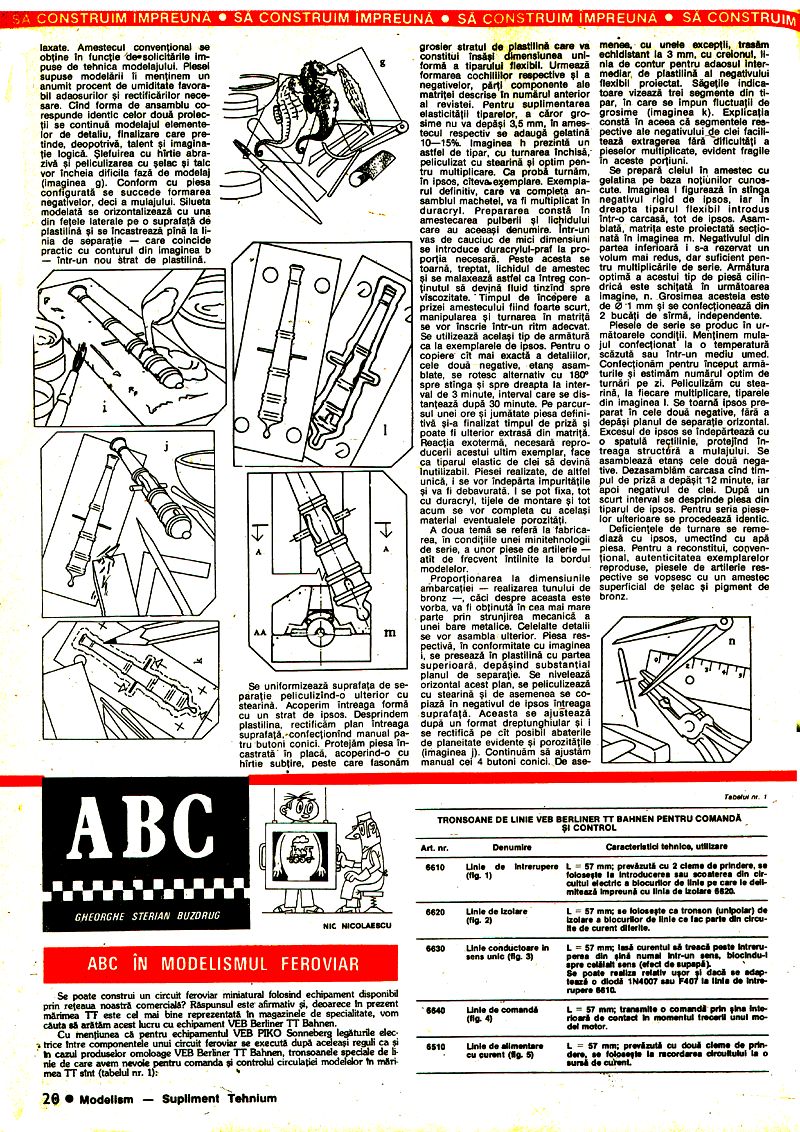
Se uniformizează suprafața de separație peliculizând-o ulterior cu stearină. Acoperim întreaga formă cu un strat de ipsos. Desprindем plastilina, rectificăm plan întreaga suprafață, confecționând manual patru butoni conici. Protejam piesa încastrată în placă, acoperind-o cu hârtie subțire, peste care fasonăm grosier stratul de plastilină care va constitui înșăși dimensiunea uniformă a tiparului flexibil. Urmează formarea cochiliilor respective și a negativelor, părți componente ale matriței descrise în numărul anterior al revistei. Pentru suplimentarea elasticității tiparelor, a căror grosime nu va depăși 3,5 mm, în amestecul respectiv se adaugă gelatină 10-15%. Imaginea h prezintă un astfel de tipar, cu turnarea închisă, peliculizat cu stearină și optim pentru multiplicare. Ca probă turnăm, în ipsos, câteva exemplare. Exemplarul definitiv, care va completa ansamblul machetei, va fi multiplicat în duracryl. Prepararea constă în amestecarea pulberii și lichidului care au aceeași denumire. Într-un vas de cauciuc de mici dimensiuni se introduce duracrylul-praf la proporția necesară. Peste acesta se toarnă, treptat, lichidul de amestec și se malaxează astfel ca întreg conținutul să devină fluid tinzând spre viscozitate. Timpul de începere a prizei amestecului fiind foarte scurt, manipularea și turnarea în matriță se vor înscrie într-un ritm adecvat. Se utilizează același tip de armătură ca la exemplarele de ipsos. Pentru o copiere cât mai exactă a detaliilor, cele două negative, etanș asamblate, se rotesc alternativ cu 180° spre stânga și spre dreapta la interval de 3 minute, interval care se distanțează după 30 minute. Pe parcursul unei ore și jumătate piesa definitivă și-a finalizat timpul de priză și poate fi ulterior extrasă din matriță. Reacția exotermă, necesară reproducerii acestui ultim exemplar, face ca tiparul elastic de clei să devină inutilizabil. Piesei realizate, de altfel unică, i se vor îndepărta impuritățile și va fi debavurată. I se pot fixa, tot cu duracryl, tijele de montare și tot acum se vor completa cu același material eventualele porozități.
A doua temă se referă la fabricarea, în condițiile unei minitehnologii de serie, a unor piese de artilerie atât de frecvent întâlnite la bordul modelelor.
Proporționarea la dimensiunile ambarcațiunii realizarea tunului de bronz căci despre aceasta este vorba, va fi obținută în cea mai mare parte prin strunjirea mecanică a unei bare metalice. Celelalte detalii se vor asambla ulterior. Piesa respectivă, în conformitate cu imaginea i, se presează în plastilină cu partea superioară, depășind substanțial planul de separație. Se nivelează orizontal acest plan, se peliculizează cu stearină și de asemenea se copiază în negativul de ipsos întreaga suprafață. Aceasta se ajustează după un format dreptunghiular și i se rectifică pe cât posibil abaterile de planeitate evidente și porozitățile (imaginea j). Continuăm să ajustăm manual cei 4 butoni conici. De asemenea, cu unele excepții, trasăm echidistant la 3 mm, cu creionul, linia de contur pentru adaosul intermediar, de plastilină al negativului flexibil proiectat. Săgețile indicatoare vizează trei segmente din tipar, în care se impun fluctuații de grosime (imaginea k). Explicația constă în aceea că segmentele respective ale negativului de clei facilitează extragerea fără dificultăți a pieselor multiplicate, evident fragile în aceste porțiuni.
Se prepară cleiul în amestec cu gelatina pe baza noțiunilor cunoscute. Imaginea l figurează în stânga negativul rigid de ipsos, iar în dreapta tiparul flexibil introdus într-o carcasă, tot de ipsos. Asamblată, matrița este proiectată secționată în imaginea m. Negativului din partea inferioară i s-a rezervat un volum mai redus, dar suficient pentru multiplicările de serie. Armătura optimă a acestui tip de piesă cilindrică este schițată în următoarea imagine, n. Grosimea acesteia este de 1 mm și se confecționează din 2 bucăți de sârmă, independente.
Piesele de serie se produc în următoarele condiții. Menținem mulajul confecționat la o temperatură scăzută sau într-un mediu umed. Confecționăm pentru început armăturile și estimăm numărul optim de turnări pe zi. Peliculizăm cu stearină, la fiecare multiplicare, tiparele din imaginea l. Se toarnă ipsos preparat în cele două negative, fără a depăși planul de separație orizontal. Excesul de ipsos se îndepărtează cu o spatulă rectilinie, protejând întreaga structură a mulajului. Se asamblează etanș cele două negative. Dezasamblăm carcasa când timpul de priză a depășit 12 minute, iar apoi negativul de clei. După un scurt interval se desprinde piesa din tiparul de ipsos. Pentru seria pieselor ulterioare se procedează identic.
Deficiențele de turnare se remediază cu ipsos, umectând cu apă piesa. Pentru a reconstitui, convențional, autenticitatea exemplarelor reproduse, piesele de artilerie respective se vopsesc cu un amestec superficial de șelac și pigment de bronz.