Caroserie pentru automodel radiocomandat clasa RC-EA - Oltcit
CAROSERIE PENTRU AUTOMODEL RADIOCOMANDAT CLASA RC-EA
OLTCIT
În vara anului 1968 pe poarta Uzinei de Autoturisme Pitești (UAP) a ieșit primul autoturism românesc Dacia 1100— realizat în colaborare cu uzinele franceze Renault (care au elaborat caroseria și motorul de tip Sierra, 46 CP, patru cilindri cu 1 108 cmc, viteza maximă 137 km/h, consumul 7-8 l/100 km).
La mai puțin de doi ani, uzinele realizau un nou tip, Dacia 1300 (54 CP patru cilindri, 1 289 cmc, viteza maximă 140 km/h și consumul 7-8,5 l/100 km).
În decurs de cinci ani au fost lansate mai multe tipuri derivate, printre care Dacia 1300 Break (Station sau Combi); Dacia 1300 autosanitară; Dacia 1301; Dacia 1300 autocamionetă și mai recentele Dacia 1310, Dacia Sport etc.
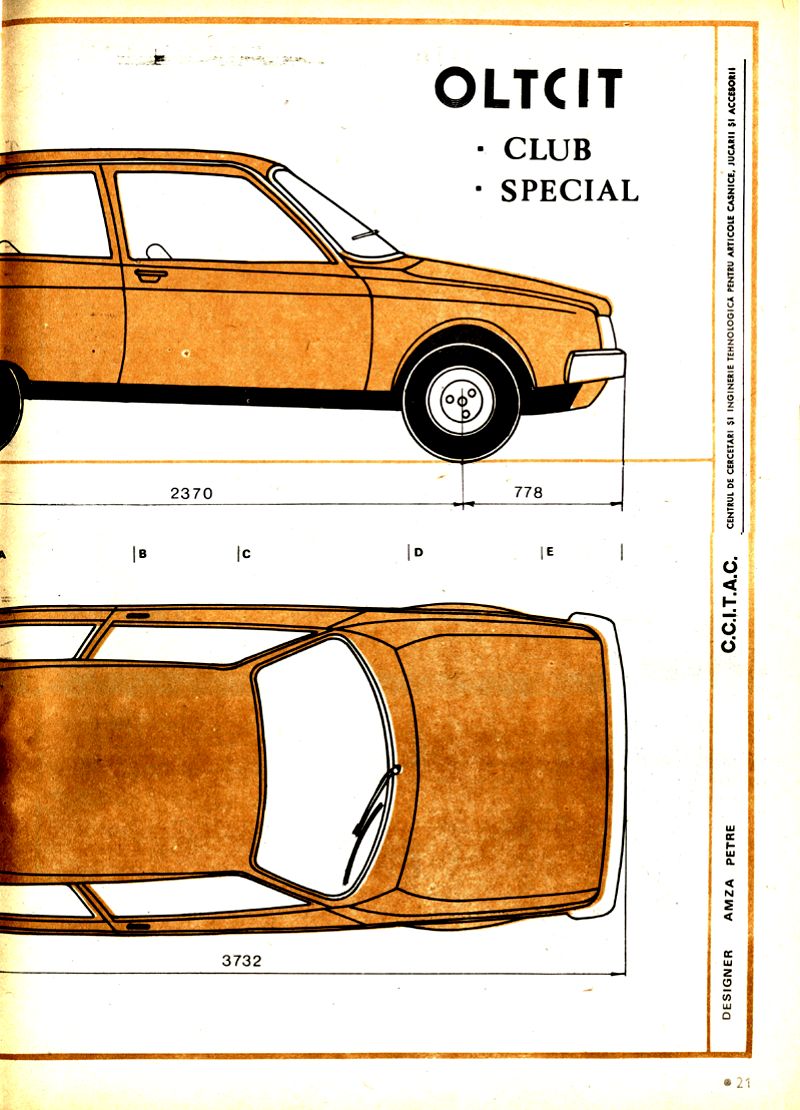
Tot în cadrul cooperării tehnice româno-franceze, uzina Citroen a colaborat la producția în țara noastră a autoturismelor de mic litraj Oltcit Special și Oltcit Club.
Experiența dobândită în timp și cercetările făcute de Direcția de Studii și Caroserii Citroen pentru realizarea unor autoturisme moderne, în condițiile tot mai pretențioase impuse de cerințele actuale de confort, siguranță în circulație, conducere fără eforturi, consum mic de carburanți, design au condus și la realizarea autoturismului Oltcit, variantele Special și Club.
CARACTERISTICILE AUTOTURISMELOR OLTCIT
Modele Special Club Motor față, tracțiune pe față-caroserie metalică autoportantă
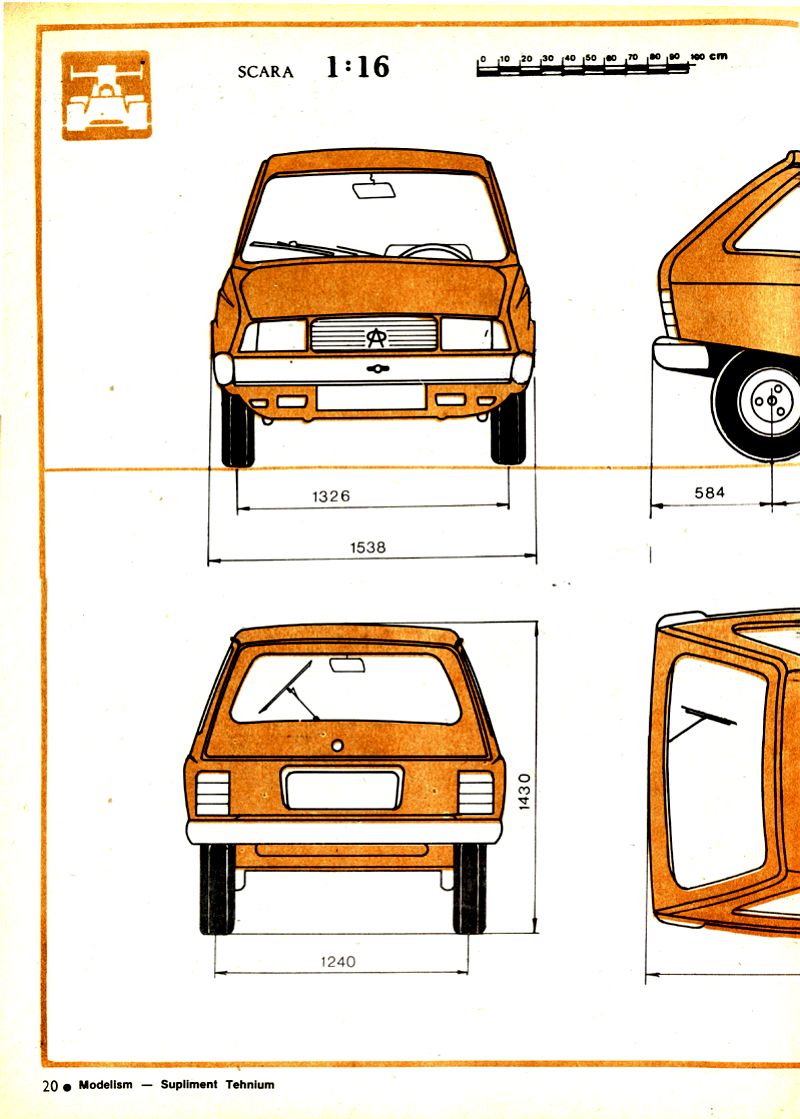
Dimensiuni: lungime 3 732 mm lățime 1538 mm înălțime 1430 mm ampatament 2370 mm
Motor Nr. cilindri Special: 2 cilindri orizontali Club: 4 cilindri orizontali
Capacitatea cilindrică Special: 652 cmc Club: 1 129 cmc
Pneu 145 x 13
Greutate Special: Proprie 835 kg, Util 400 kg Club: 875 kg, 400 kg
Performanțe Special: Viteza maximă 118,6 km/h, Consum de carburant la 90 km/h 6 l/100 km Club: 146,9 km/h, 7,2 l/100 km
Echipament electric tensiune 12 V alternator 40 A baterie 45 Ah (pentru model 650) 55 Ah (pentru model 1100)
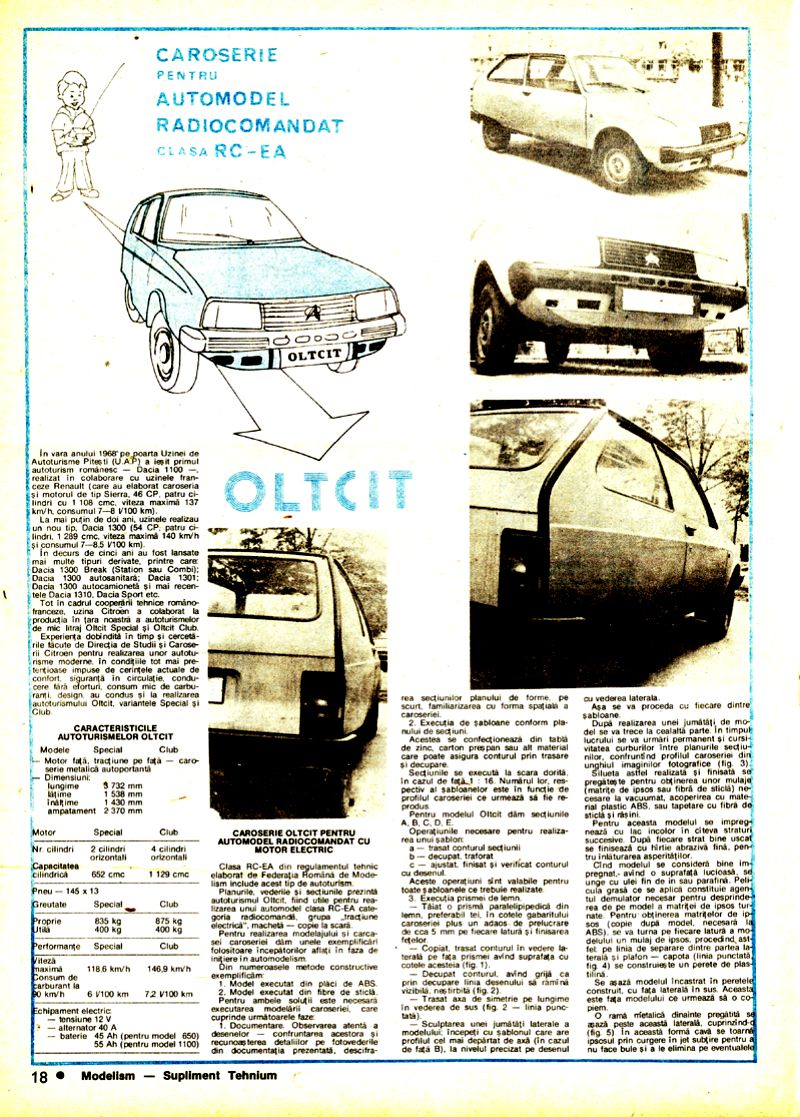
CAROSERIE OLTCIT PENTRU AUTOMODEL RADIOCOMANDAT CU MOTOR ELECTRIC
Clasa RC-EA din regulamentul tehnic elaborat de Federația Română de Modelism include acest tip de autoturism.
Planurile, vederile și secțiunile prezintă autoturismul Oltcit, fiind utile pentru realizarea unui automodel clasa RC-EA categoria radiocomandă, grupa tracțiune electrică, macheta-copie la scară.
Pentru realizarea modelului și carcasei caroseriei dăm unele exemplificări folositoare începătorilor aflați în faza de inițiere în automodelism.
Din numeroasele metode constructive exemplificăm: 1. Model executat din plăci de ABS 2. Model executat din fibre de sticlă.
Pentru ambele soluții este necesară executarea modelării caroseriei, care cuprinde următoarele faze:
1. Documentare. Observarea atentă a desenelor confruntarea acestora și recunoașterea detaliilor pe fotovederile din documentația prezentată, descifrarea secțiunilor planului de forme, pe scurt, familiarizarea cu forma spațială a caroseriei.
2. Execuția de șabloane conform planului de secțiuni.
Acestea se confecționează din tablă de zinc, carton prespan sau alt material care poate asigura conturul prin trasare și decupare.
Secțiunile se execută la scara dorită. În cazul de față 1:16. Numărul lor, respectiv al șabloanelor este în funcție de profilul caroseriei ce urmează să fie reprodus.
Pentru modelul Oltcit dăm secțiunile A, B, C, D, E.
Operațiunile necesare pentru realizarea unui șablon: a—trasat conturul secțiunii b—decupat, traforat c—ajustat finisat și verificat conturul cu desenul
Aceste operațiuni sunt valabile pentru toate șabloanele ce trebuie realizate.
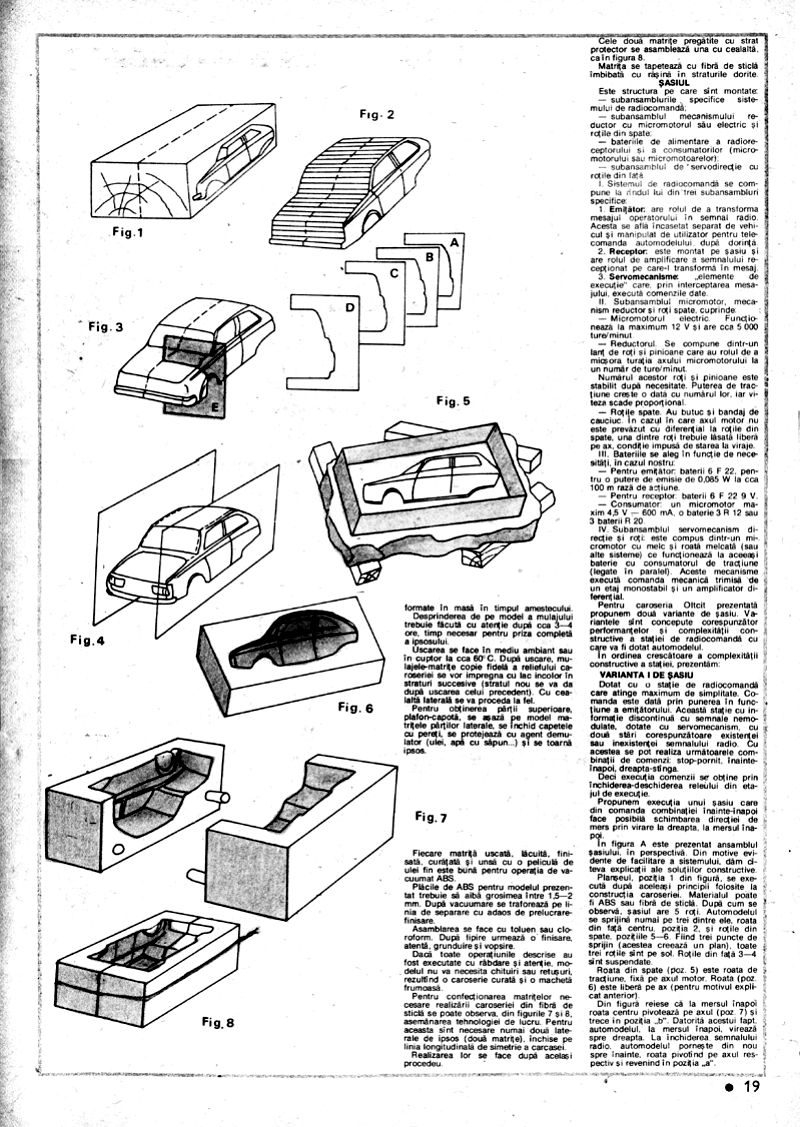
3. Execuția prismei de lemn.
Tăiat o prismă paralelipipedică din lemn, preferabil tei, în cotele gabaritului caroseriei plus un adaos de prelucrare de cca 5 mm pe fiecare latură și finisarea fețelor.
—Copiat, trasat conturul în vedere laterală pe fața prismei având suprafața cu cotele acesteia (fig. 1).
—Decupat conturul, având grijă ca prin decupare linia desenului să rămână vizibilă, neștirbită (fig. 2).
—Trasat axa de simetrie pe lungime în vederea de sus (fig. 2 linia punctată).
Sculptarea unei jumătăți laterale a modelului începeți cu șablonul care are profilul cel mai depărtat de axă (în cazul de față B), la nivelul precizat pe desenul cu vederea laterală.
Așa se va proceda cu fiecare dintre șabloane.
După realizarea unei jumătăți de model se va trece la cealaltă parte. În timpul lucrului se va urmări permanent și cursivitatea curburilor între planurile secțiunilor, confruntând profilul caroseriei din unghiul imaginilor fotografice (fig. 3).
Silueta astfel realizată și finisată se pregătește pentru obținerea unor mulaje (matrițe de ipsos sau fibră de sticlă) necesare la vacuumat, acoperirea cu material plastic ABS, sau tapetare cu fibră de sticlă și rășini.
Pentru aceasta modelul se impregnează cu lac incolor în câteva straturi succesive. După fiecare strat bine uscat se finisează cu hârtie abrazivă fină, pentru înlăturarea asperităților.
Când modelul se consideră bine impregnat, având o suprafață lucioasă, se unge cu ulei fin de in sau parafină. Pelicula grasă ce se aplică constituie agentul demulator necesar pentru desprinderea de pe model a matriței de ipsos turnate. Pentru obținerea matrițelor de ipsos (copie după model, necesară la ABS), se va turna pe fiecare latură a modelului un mulaj de ipsos, procedând astfel: pe linia de separare dintre partea laterală și plafon-capotă (linia punctată fig. 4) se construiește un perete de plastilină.
Se așază modelul încastrat în peretele construit, cu fața laterală în sus. Aceasta este fața modelului ce urmează să o copiem.
O ramă metalică dinainte pregătită se așază peste această laterală, cuprinzând-o (fig. 5). În această formă cavă se toarnă ipsosul prin curgere în jet subțire pentru a nu face bule și a le elimina pe eventualele formate în masă în timpul amestecului.
Desprinderea de pe model a mulajului trebuie făcută cu atenție după cca 3-4 ore, timp necesar pentru priza completă a ipsosului.
Uscarea se face în mediu ambiant sau în cuptor la cca 60° C. După uscare, mulajele-matrițe copie fidelă a reliefului caroseriei se vor impregna cu lac incolor în straturi succesive (stratul nou se va da după uscarea celui precedent). Cu cealaltă laterală se va proceda la fel.
Pentru obținerea părții superioare, plafon-capotă, se așază pe model matrițele părților laterale, se închid capetele cu pereți se protejează cu agent demulator (ulei, apă cu săpun...) și se toarnă ipsos.
Fiecare matriță uscată, lacuită, finisată, curățată și unsă cu o peliculă de ulei fin este bună pentru operația de vacuumat ABS.
Plăcile de ABS pentru modelul prezentat trebuie să aibă grosimea între 1,5-2 mm. După vacuumare se traforează pe linia de separare cu adaos de prelucrare-finisare.
Asamblarea se face cu toluen sau cloroform. După lipire urmează o finisare atentă, grunduire și vopsire.
Dacă toate operațiunile descrise au fost executate cu răbdare și atenție, modelul nu va necesita chituiri sau retușuri, rezultind o caroserie curată și o machetă frumoasă.
Pentru confecționarea matrițelor necesare realizării caroseriei din fibră de sticlă se poate observa, din figurile 7 și 8, asemănarea tehnologiei de lucru. Pentru aceasta sunt necesare numai două laterale de ipsos (două matrițe), închise pe linia longitudinală de simetrie a carcasei.
Realizarea lor se face după același procedeu.
Cele două matrițe pregătite cu strat protector se asamblează una cu cealaltă, ca în figura 8.
Matrița se tapetează cu fibră de sticlă imbibată cu rășină în straturile dorite.
ȘASIUL
Este structura pe care sunt montate subansamblurile specifice sistemului de radiocomandă: —subansamblul mecanismului reductor cu micromotorul său electric și roțile din spate; —bateriile de alimentare a radioreceptorului și a consumatorilor (micromotorului sau micromotoarelor); —subansamblul de servodirecție cu roțile din față.
I. Sistemul de radiocomandă se compune la rândul lui din trei subansambluri specifice:
1. Emitatorul are rolul de a transforma mesajul operatorului în semnal radio. Acesta se află încasetat separat de vehicul și este manipulat de utilizator pentru telecomanda automodelului după dorință.
2. Receptorul este montat pe șasiu și are rolul de amplificare a semnalului recepționat pe care-l transformă în mesaj.
3. Servomecanisme "elemente de execuție" care, prin interceptarea mesajului, execută comenzile date.
II. Subansamblul micromotor, mecanism reductor și roți spate, cuprinde: —Micromotorul electric. Funcționează la maximum 12 V și are cca 5 000 ture/minut. —Reductorul. Se compune dintr-un lanț de roți și pinioane care au rolul de a micșora turatia axului micromotorului la un număr de ture/minut.
Numărul acestor roți și pinioane este stabilit după necesitate. Puterea de tracțiune crește o dată cu numărul lor, iar viteza scade proporțional.
—Roțile spate. Au butuc și bandaj de cauciuc. În cazul în care axul motor nu este prevăzut cu diferențial la roțile din spate, una dintre roți trebuie lăsată liberă pe ax, condiție impusă de starea la viraje.
III. Bateriile se aleg în funcție de necesități, în cazul nostru: Pentru emitator: baterii 6 F 22, pentru o putere de emisie de 0,085 W la cca 100 m raza de acțiune. Pentru receptor baterii 6 F 22 9 V. Consumator un micromotor maximum 4,5 V-600 mA, o baterie 3 R 12 sau 3 baterii R 20.
IV. Subansamblul servomecanism direcție și roți este compus dintr-un micromotor cu melc și roată melcată (sau alte sisteme) ce funcționează la aceeași baterie cu consumatorul de tracțiune (legate în paralel). Aceste mecanisme execută comanda mecanică trimisă de un etaj monostabil și un amplificator diferențial.
Pentru caroseria Oltcit prezentată propunem două variante de șasiu. Variantele sunt concepute corespunzător performanțelor și complexității constructive a stației de radiocomandă cu care va fi dotat automodelul.
În ordinea crescătoare a complexității constructive a stației, prezentăm:
VARIANTA I DE ȘASIU
Dotată cu o stație de radiocomandă care atinge maximum de simplitate. Comanda este dată prin punerea în funcțiune a emitatorului. Această stație cu informație discontinuă cu semnale nemodulate, dotate cu servomecanism, cu două stări corespunzătoare existenței sau inexistenței semnalului radio. Cu acestea se pot realiza următoarele combinații de comenzi: stop-pornit, înainte-înapoi, dreapta-stânga.
Deci execuția comenzii se obține prin închiderea-deschiderea releului din etajul de execuție.
Propunem execuția unui șasiu care din comanda combinației înainte-înapoi face posibilă schimbarea direcției de mers prin virare la dreapta, la mersul înapoi.
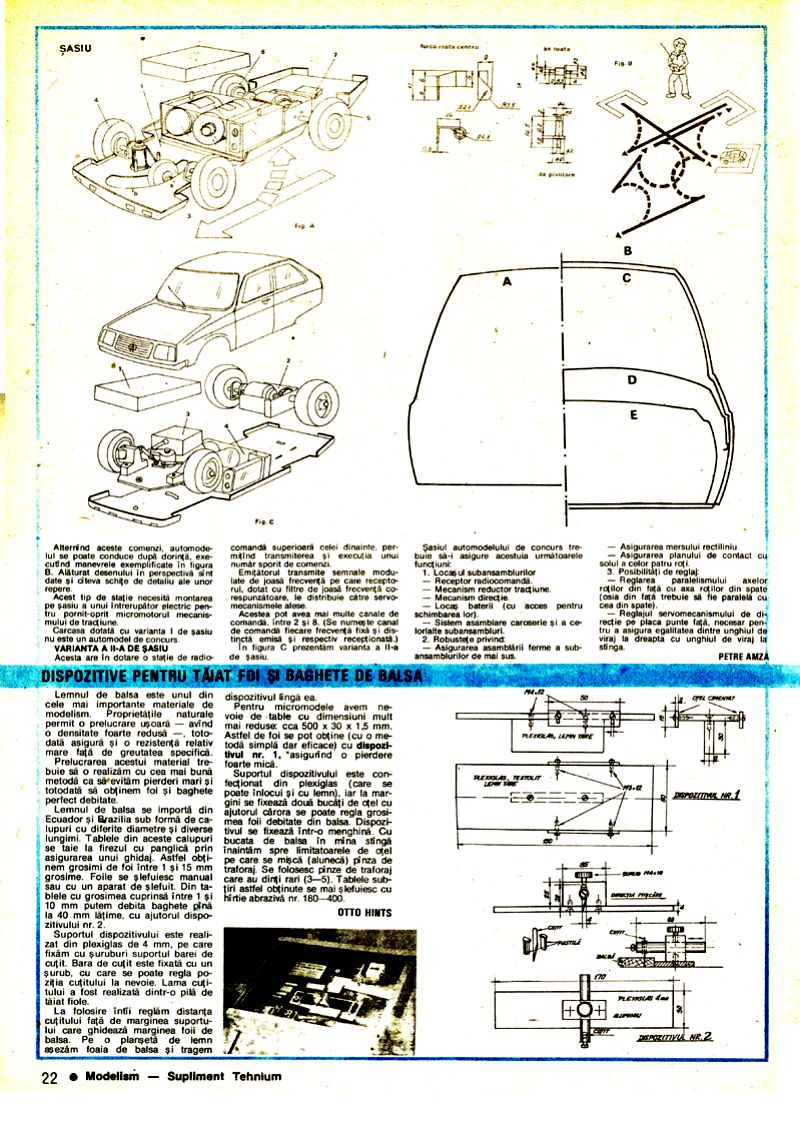
În figura A este prezentat ansamblul șasiului, în perspectivă. Din motive evidente de facilitare a sistemului, dăm câteva explicații ale soluțiilor constructive.
Planșeul, poziția 1 din figură, se execută după aceleași principii folosite la construcția caroseriei. Materialul poate fi ABS sau fibră de sticlă. După cum se observă, șasiul are 5 roți. Automodelul se sprijină numai pe trei dintre ele, roata din față centru, poziția 2, și roțile din spate, pozițiile 5-6. Fiind trei puncte de sprijin (acestea creează un plan), toate trei roțile sunt pe sol. Roțile din față 3-4 sunt suspendate.
Roata din spate (poz. 5) este roata de tracțiune, fixă pe axul motor. Roata (poz. 6) este liberă pe ax (pentru motivul explicat anterior).
Din figură reiese că la mersul înapoi roata centru pivotează pe axul (poz. 7) și trece în poziția "b". Datorită acestui fapt, automodelul, la mersul înapoi, virează spre dreapta. La închiderea semnalului radio, automodelul pornește din nou spre înainte, roata pivotând pe axul respectiv și revenind în poziția "a".
Alternând aceste comenzi, automodelul se poate conduce după dorință, executând manevrele exemplificate în figura B. Alăturat desenului în perspectivă sunt date și câteva schițe de detaliu ale unor repere.
Acest tip de stație necesită montarea pe șasiu a unui întrerupător electric pentru pornit-oprit micromotorul mecanismului de tracțiune.
Carcasa dotată cu varianta I de șasiu nu este un automodel de concurs.
VARIANTA A II-A DE ȘASIU
Aceasta are în dotare o stație de radiocomandă superioară celei dinainte, permitând transmiterea și execuția unui număr sporit de comenzi.
Emitatorul transmite semnale modulate de joasă frecvență pe care receptorul, dotat cu filtre de joasă frecvență corespunzătoare, le distribuie către servomecanismele alese.
Acestea pot avea mai multe canale de comenzi, între 2 și 8. (Se numește canal de comandă fiecare frecvență fixă și distinctă emisă și respectiv recepționată.)
În figura C prezentăm varianta a II-a de șasiu.
Șasiul automodelului de concurs trebuie să-i asigure acestuia următoarele funcțiuni:
1. Locașul subansamblurilor —Receptor radiocomandă. —Mecanism reductor tracțiune. —Mecanism direcție. —Locaș baterii (cu acces pentru schimbarea lor). —Sistem asamblare caroserie și a celorlalte subansambluri.
2. Robustețe privind: —Asigurarea asamblării ferme a subansamblurilor de mai sus. —Asigurarea mersului rectiliniu. —Asigurarea planului de contact cu solul a celor patru roți.
3. Posibilități de reglaj: —Reglarea paralelismului axelor roților din față cu axa roților din spate (osie din față trebuie să fie paralelă cu cea din spate). —Reglajul servomecanismului de direcție pe placa punte față, necesar pentru a asigura egalitatea dintre unghiul de viraj la dreapta cu unghiul de viraj la stânga.
PETRE AMZĂ
DISPOZITIVE PENTRU TĂIAT FOI ȘI BAGHETE DE BALSA
Lemnul de balsa este unul din cele mai importante materiale de modelism. Proprietățile naturale permit o prelucrare ușoară—având o densitate foarte redusă, totodată asigură și o rezistență relativ mare față de greutatea specifică.
Prelucrarea acestui material trebuie să o realizăm cu cea mai bună metodă ca să evităm pierderi mari și totodată să obținem foi și baghete perfect debitate.
Lemnul de balsa se importă din Ecuador și Brazilia sub forma de calupuri cu diferite diametre și diverse lungimi. Tablele din aceste calupuri se taie la firezul cu panglică prin asigurarea unui ghidaj. Astfel obținem grosimi de foi între 1 și 15 mm grosime. Foile se șlefuiesc manual sau cu un aparat de șlefuit. Din tablele cu grosimea cuprinsă între 1 și 10 mm putem debita baghete până la 40 mm lățime, cu ajutorul dispozitivului nr. 2.
Suportul dispozitivului este realizat din plexiglas de 4 mm, pe care fixăm cu șuruburi suportul barei de cuțit. Bara de cuțit este fixată cu un șurub, cu care se poate regla poziția cuțitului la nevoie. Lama cuțitului a fost realizată dintr-o pilă de tăiat fiole.
La folosire întâi reglăm distanța cuțitului față de marginea suportului care ghidează marginea foii de balsa. Pe o planșetă de lemn așezăm foaia de balsa și tragem dispozitivul către ea.
Pentru micromodele avem nevoie de table cu dimensiuni mult mai reduse cca 500 x 30 x 1,5 mm. Astfel de foi se pot obține (cu o metodă simplă dar eficace) cu dispozitivul nr. 1, asigurând o pierdere foarte mică.
Suportul dispozitivului este confecționat din plexiglas (care se poate înlocui și cu lemn), iar la margini se fixează două bucăți de oțel cu ajutorul cărora se poate regla grosimea foii debitate din balsa. Dispozitivul se fixează într-o menghină. Cu bucata de balsa în mâna stângă înaintăm spre limitatoarele de oțel pe care se mișcă (alunecă) pânza de traforaj. Se folosesc pânze de traforaj care au dinți rari (3-5). Tablele subțiri astfel obținute se mai șlefuiesc cu hârtie abrazivă nr. 180-400.
OTTO HINTS