Automobilul aerodinamic Aurel Persu
AUTOMOBILUL AERODINAMIC AUREL PERSU
Inginerul român Aurel Persu a fost preocupat de perfecționarea automobilului. În zilele noastre, toți suntem familiarizați cu forma aerodinamică a automobilului, dar puțini știu că încă din anul 1923 Aurel Persu a construit primul automobil aerodinamic, fiind printre primii din lume care a studiat aplicarea acestei forme la automobile. Prin cercetările pe care le-a făcut, el ajunge la concluzia că automobilul ar trebui să aibă forma alungită a unei picături de apă în cădere secționată longitudinal în două jumătăți.
Mergând pe linia dictată de forma aerodinamică, Persu a ajuns și la alte concluzii; deoarece volumul cel mai mare al vehiculului este în acest caz în față, aici trebuie plasați călătorii, iar motorul, având nevoie de un spațiu mai mic, va fi montat în spate. În felul acesta se realiza plasarea echilibrată a greutății mașinii, atât pe roțile din față, cât și pe cele din spate. O altă noutate era includerea roților în interiorul liniei aerodinamice, tot pentru motivul reducerii la minimum a rezistenței aerului la înaintare. De menționat că la acea dată automobilele aveau roțile plasate în afara caroseriei.
În urma includerii roților în forma aerodinamică a caroseriei, trebuia rezolvată problema roților din spate, care, tocmai datorită particularității alungirii părții posterioare a vehiculului, se aflau plasate pe un ax cu o lungime mult mai redusă decât cea a roților din față. Se punea întrebarea dacă acest fapt nu dăuna stabilității vehiculului mai ales la viraje. Conform calculelor inventatorului nu, pentru că profilul vehiculului descreștea continuu, iar centrul de gravitate al părții posterioare, prevăzută pentru instalația motrice, avea astfel o poziție foarte joasă, deci o stabilitate crescută. Astfel, la viraje, roțile din față descriau cercul cel mai mare, deci ele suportau efectul cel mai mare al forței centrifuge, iar asupra roților din spate se exercita mai puțin, ele fiind mai aproape de axa de rotație a automobilului.
O particularitate deosebită a acestui automobil consta din faptul că nu avea diferențial, căci apropierea roților din spate îl făcea inutil, iar uzura cauciucurilor din spate, cu toată lipsa diferențialului, nu întrecea pe aceea a cauciucurilor din față.
Ca urmare, Persu construiește în anul 1923 un prototip bazat pe caracteristicile amintite și-l brevetează în Germania sub nr. 402683 din 19 septembrie 1924. Cu acest automobil inginerul român străbate în anii ce au urmat peste 100 000 km.
În 1936, inventatorul a făcut o comunicare Academiei Române despre automobilul aerodinamic corect, știindu-se că rezistența aerului consumă 75% din puterea motorului. Importanța liniei aerodinamice a vehiculului este deosebit de mare.
Descrierea realizării machetei automobilului Aurel Persu la scara 1:10 adaptat la radiocomandă
Vom începe cu descrierea construirii caroseriei ce poate fi realizată prin trei procedee: din fibra de sticlă, meche papier (butaforie) și ambutisare.
Indiferent ce metodă vom alege, va trebui mai întâi să confecționăm un mulaj din lemn de tei. Blocul de tei va avea forma unui paralelipiped cu următoarele dimensiuni: 150 mm lățime, 170 mm înălțime și 460 mm lungime. Un astfel de bloc se poate obține prin lipirea mai multor plăci de tei încleiate cu aracet sau clei de tâmplărie (osacol), ținându-le la presă 48 de ore.
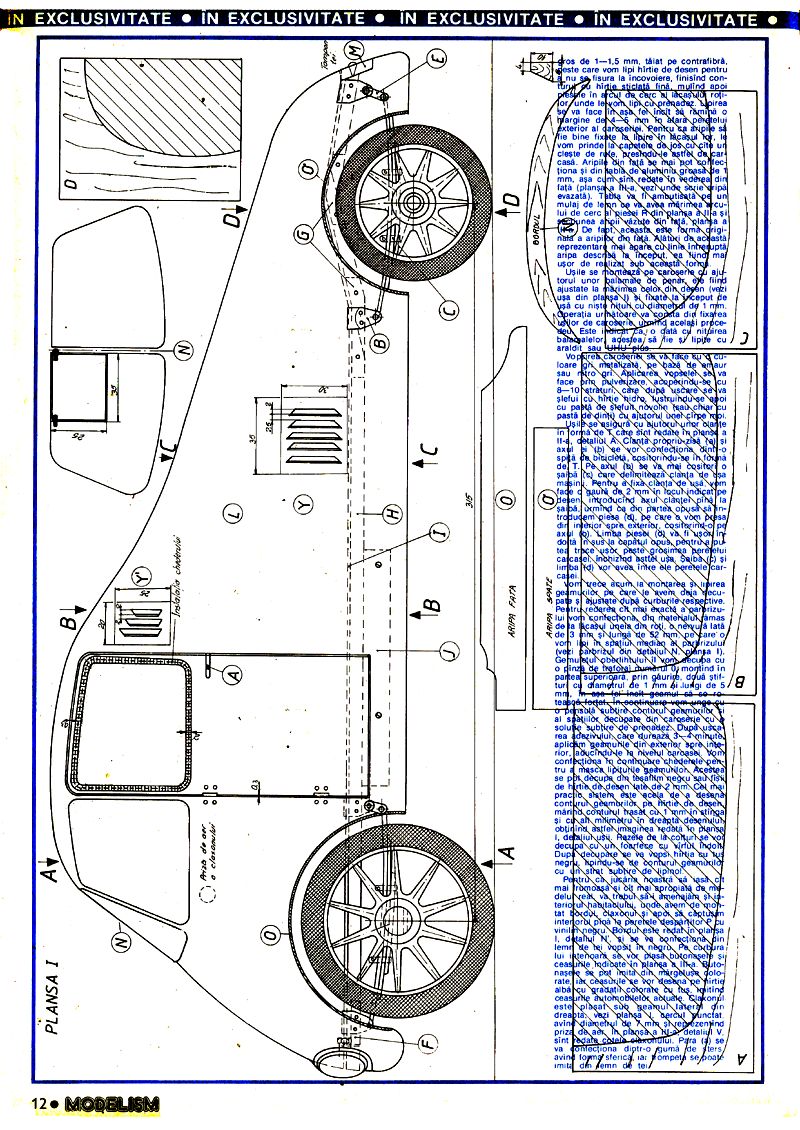
După obținerea calupului din lemn de tei, se va trasa vederea laterală, pe suprafața cu înălțimea de 170 mm a caroseriei, așa cum se vede în plansa I. Trasarea se va face cu ajutorul unui șablon din carton obținut după desen. În continuare vom decupa conturul trasat, finisându-l exact până la limita șablonului. Prin același procedeu vom obține un contur al vederii de sus, care este redat în plansa a II-a. Trasarea după șablon se va executa la baza calupului din tei, pe lungimea de 460 mm, decupându-se și apoi finisându-se tot până la limita șablonului, obținând astfel forma brută a caroseriei.
Pentru a putea da forma aerodinamică specifică acestui automobil, se vor rotunji muchiile superioare ale blocului de lemn până ce se va ajunge la forma lui finală. Obținerea formei finale se va realiza cu ajutorul șabloanelor A, B, C, D, redate în plansa I. Aceste șabloane le vom confecționa din placaj, controlând cu ele pozițiile notate pe desen cu aceleași litere. Suprafața frontală a mulajului, din stânga marcajului A-A, va fi rotunjită în mod simetric în ambele părți, dându-i o formă cât mai aerodinamică. În continuare se vor șlefui cu hârtie știclată foarte fină suprafețele obținute.
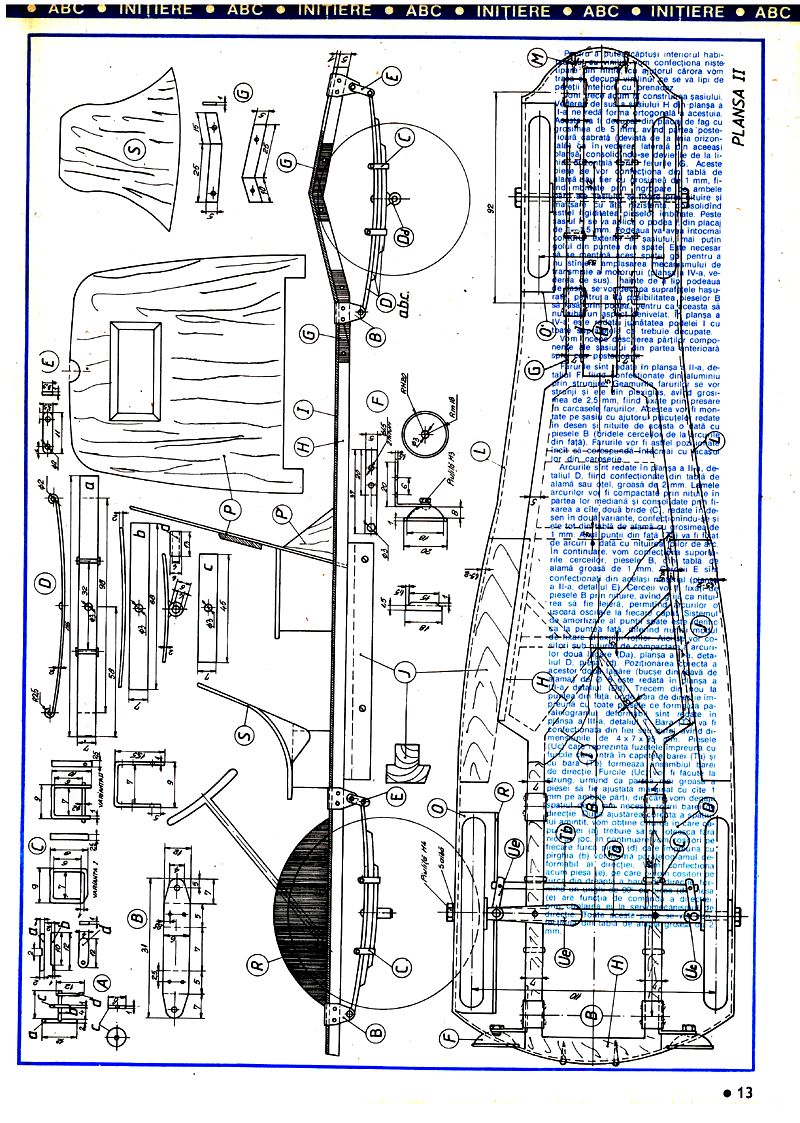
Pentru cei ce au mai lucrat cu fibra de sticlă operațiile sunt cunoscute, din care motiv le vom aminti numai în treacăt; calupul de lemn modelat se va impregna foarte bine cu ceară de parchet, după care se va glaza cu un strat subțire de glazură (compusă din nextrapol, în care vom amesteca aerosil sau pudră de talc pentru a o face mai consistentă), adăugând 0,10 % naftanat de cobalt și 10% butanox. După întărirea glazurii se vor lipi 4-5 straturi de țesătură groasă din fibra de sticlă, lăsând-o la uscat 12 ore. După uscare se va îndepărta surplusul de material ce depășește baza calupului, tăindu-l cu o pânză de ferăstrău sau cu un cuțit cu o lamă groasă și bine ascuțit. În continuare vom secționa blocul de lemn îmbrăcat în fibra de sticlă pe axa longitudinală, rezultând astfel două jumătăți egale și simetrice. Urmează acum să scoatem miezul de lemn din fiecare jumătate, obținând astfel matriţele în care vom turna carcasa caroseriei. Înainte de a trece la turnarea celor două jumătăți ale carcasei, vom mai unge bine cu ceară de parchet interiorul matriţelor pentru a ușura desprinderea carcaselor din ele. După ungerea atentă cu ceară, vom turna un strat subțire de glazură compusă din nextrapol, în care am amestecat, pe lângă ingredientele amintite anterior, și câteva picături de oxid de aluminiu sau vopsea emaur ori gristhol. După aplicarea glazurii se vor lipi 2-3 straturi de țesătură subțire din fibra de sticlă în așa fel încât peretele obținut să nu depășească grosimea de 1,5-2 mm (vezi detaliul din plansa a II-a).
După uscare se vor scoate din matriţe piesele obținute, care prin lipire vor alcătui caroseria mașinii.
Pentru cei ce nu au posibilitatea să lucreze cu fibra de sticlă le vom indica un procedeu mai simplu, dar care cere mai multă răbdare, și anume se vor tăia 4-5 ziare în fâșii de 10-12 mm, cu care vom îmbrăca mulajul de lemn. Înainte de a trece la lipirea fâșiilor de hârtie pe mulaj, acesta se va unge bine cu câteva straturi de vaselină industrială sau ceară de parchet. Primele fâșii de hârtie se vor aplica direct pe stratul de vaselină, urmând ca celelalte să fie lipite strat după strat cu clei cald de tâmplărie (osacol). Straturile vor fi lipite perpendicular unele peste altele, având grijă ca straturile lipite să nu depășească grosimea de 2 mm. Grosimea stratului poate fi verificată de jur-împrejurul bazei mulajului de lemn, care după fiecare strat lipit se va curăța cu o lamă sau cu un cuțit bine ascuțit. După uscare la loc cald totul se va șlefui cu hârtie știclată, la început cu dură și apoi din ce în ce mai fină, obținând astfel o suprafață lipsită de denivelări și cât mai curată. Pentru a putea scoate carapacea de hârtie de pe mulajul de lemn, va trebui să tăiem piesa în două jumătăți egale pe axa ei longitudinală, întocmai ca la procedeul descris la fibra de sticlă. Se poate proceda și invers, adică să se taie întâi calupul în cele două jumătăți egale, aplicându-se după aceea fâșiile de hârtie. Este indicat ca înainte de scoaterea carcasei de pe mulaj și după operația de șlefuire, aceasta să fie vopsită cu pensula sau cu pulverizatorul, cu un strat mai gros de grund gri pentru automobile, după care totul se va șlefui din nou cu hârtie abrazivă hidro până se va ajunge la o suprafață netedă și lucioasă. Urmează acum să scoatem miezul de lemn din carcase, obținând astfel cele două jumătăți ale caroseriei. În cazul când nu există posibilitatea de a se confecționa mulajul din lemn de tei, acesta se poate înlocui cu un bloc de ipsos. Pentru aceasta se va confecționa o cutie din placaj de 4-5 mm, cu interiorul de 140 mm lățime, 170 înălțime și 460 lungime. Volumul acestei cutii se va umple cu ipsos dintr-o singură turnare. După întărirea ipsosului se va îndepărta cutia, obținând astfel un paralelipiped din care putem modela mulajul necesar lipirii fâșiilor de hârtie. Modelarea ipsosului se va face după același procedeu descris pentru fibra de sticlă, după șabloanele A, B, C, D din plansa I.
Pentru cei ce au o mai mare experiență în arta modelismului și pot dispune de tablă de aluminiu groasă de 0,7-1 mm, pot confecționa carcasa prin ambutisare. Ca lucrarea să reușească cât mai frumos, se va tăia calupul modelat în două jumătăți simetrice pe axa lui longitudinală, ambutisându-se pe fiecare în parte o foaie de aluminiu lată de 200 mm și lungă de 600 mm. După ambutisare se va îndepărta plusul de material ce va depăși perimetrul miezului de lemn, cu ajutorul unui foarfece de tăiat tablă, obținând astfel două jumătăți de carcase de aluminiu, care lipite ne vor da carcasa aerodinamică a mașinii.
În continuare vom trece la prelucrarea celor două jumătăți ale carcasei caroseriei. Pentru început ne vom face niște șabloane din carton după forma ușii, a geamurilor laterale și a parbrizului, vezi plansa I. Șablonul parbrizului va fi făcut dintr-o singură bucată, urmând ca ulterior să separăm cele două jumătăți și oberlintul (geamul de aerisire din partea dreaptă a parbrizului), unde ședea șoferul. De menționat că mașina avea volanul pe dreapta. După ce vom confecționa șabloanele respective, cu ajutorul acestora se va trasa pe fiecare jumătate de carcasă conturul ușilor, al geamurilor și al parbrizului, întocmai cum sunt redate în plansa I. Pentru a putea decupa spațiile respective, vom da câte o gaură de 0,3 mm în orice punct de pe liniile trasate, cu mențiunea că această operație nu este necesară la parbriz deoarece aici putem începe decuparea de la marginea carcasei. Decuparea se va executa cu o pânză de traforaj de mărimea 0. Traforarea se va face cu mare atenție și simetric pe ambele jumătăți ale pieselor. După decuparea ușilor se va trece la decuparea geamurilor din uși. Conturul exact al acestor geamuri este redat în desen prin linia întreruptă, fiind mascat de chederul hașurat care ascunde lipitura geamurilor de caroserie. Menționăm că geamul lateral și parbrizul apar pe desen în plansa I, cu conturul lor real, nemai figurând și chederul.
După decuparea tuturor spațiilor ce vin ocupate de geamuri și uși, acestea vor fi ajustate cu o pilă foarte fină pentru a îndepărta eventualele neregularități provenite din traforare. Spațiul rămas între uși și peretele carcasei nu va depăși 0,3 mm. Având decupate toate lăcașurile geamurilor, vom trasa conturul lor pe niște bucățele de plexiglas gros de 1,5-2 mm, decupându-le și ajustându-le în așa fel încât să intre forțat în lăcașurile respective. Parbrizul și geamurile laterale vor fi îndoite la cald pentru a se înscrie perfect în curburile carcasei. Montarea geamurilor o vom descrie după ce se vor lipi cele două jumătăți ale carcasei. Ne-a mai rămas să decupăm lăcașul roților, care ne va permite să le plasăm pe acestea în interiorul caroseriei, formând totodată și conturul aripilor. Acest detaliu formează una din particularitățile originale ale automobilului. Trasarea și decuparea se vor face la fel ca și la geamuri. Pentru a da modelului aspectul automobilului real, va trebui să confecționăm cele patru zăbrele de aerisire ale cabinei și ale motorului. Pentru aceasta se vor debita patru plăcuțe de aluminiu cu grosimea de 1 mm (plansa, detaliul Y). Conturul plăcuțelor va fi debitat cu 2 mm mai mare decât cotele din desen, pentru a putea fi îndoite în interior (formând niște căpăcele), ușurându-ne astfel lipirea lor în lăcașurile respective. Pe plăcuțele de aluminiu pregătite pentru aceste piese se vor trasa trapezele care imită prizele de aerisire amintite mai sus. După trasarea lor se va da câte o gaură de 0,3 mm în vârfurile fiecărui trapez, pentru a putea introduce o pânză de traforaj mărimea 0, cu care se vor decupa laturile mari ale trapezelor și cele două câte două opuse. În acest mod am creat posibilitatea de a îndoi înspre afară aripioarele zăbrelelor. La zăbrelele cabinei vom îndoi aripioarele, create prin traforare, în sens invers decât la acelea de la aerisirea motorului. Aripioarele vor fi săltate înspre afară cu 1 mm. În continuare vom stabili, după vederea laterală din plansa I, detaliul Y, locul unde trebuie să plasăm zăbrelele de aerisire. După trasarea fiecărui dreptunghi, conform cotelor plăcuțelor, le vom decupa prin traforare, urmărind conturul interior al desenului, ca apoi să ajustăm tăieturile până ce plăcuțele vor intra în mod forțat în lăcașul lor. Ele vor fi lipite prin interior cu araldit sau UHU plus.
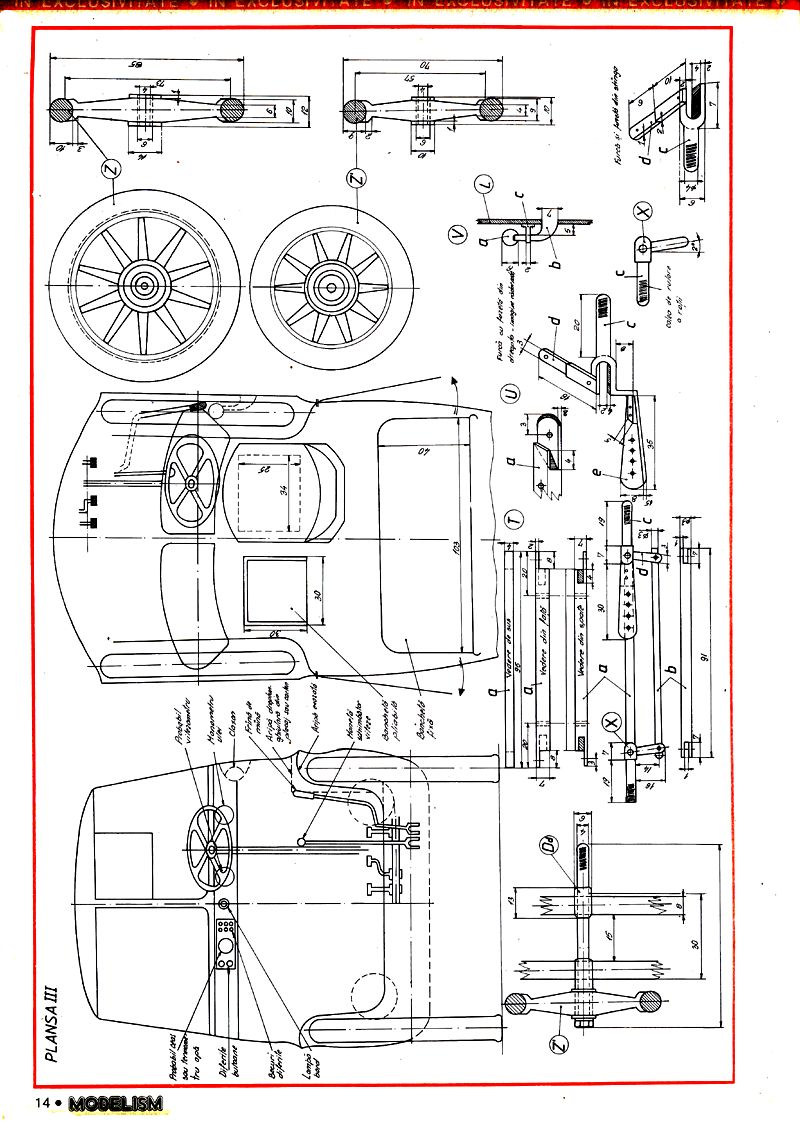
După această ultimă operație privind prelucrarea carcasei, vom trece la îmbinarea (lipirea) celor două părți ale ei. Pentru ca operația să ne reușească cât mai bine, vom lua o baghetă din brad sau balsa cu dimensiunile de 2 x 8 x 620 mm, trasind pe mijlocul ei, pe axa longitudinală, o linie bine vizibilă de la cap la cap. În continuare vom unge cu araldit, nextrapol sau UHU plus o jumătate din lungimea ei (dacă carcasa este din fibra de sticlă sau aluminiu) și cu clei de tâmplărie (dacă carcasa am executat-o din meche papier), aplicând-o pe conturul interior al uneia din jumătățile carcasei, fixând-o acolo cu ajutorul unor cleștii de prins rufe. Vom avea grijă ca după lipire jumătatea cealaltă a baghetei să nu fie încărcată cu adeziv, pentru a nu ne stingheri la lipirea celeilalte jumătăți. După uscarea lipiturii vom trece la lipirea celeilalte jumătăți. Pentru a putea fixa cât mai strâns piesele între ele, vom da câte două găuri, vizavi una de alta, din 5 în 5 mm cu un burghiu de 0,5 mm, în așa fel încât găurile să străpungă și bagheta de dedesubt. În continuare vom tăia niște bucăți de sârmă moale, lungi de 10 cm, introducându-le în găurile părții unde avem lipită bagheta. Urmează să ungem cu același adeziv partea opusă a baghetei, introducând celelalte capete ale sârmulițelor în găurile opuse, răsucindu-le cu ajutorul unui patent. În modul acesta va apărea pe toată coama carcasei o cusătură fermă, ce va obliga cele două piese să se lipească strâns una de alta. După uscare vom scoate firele de sârmă, urmând să chituim suprafața îmbinării cu chit de cutie. Când chitul s-a uscat, vom curăța suprafața cu hârtie abrazivă corespunzătoare, aducând aspectul întregii suprafețe la cel inițial. Ne-a mai rămas să decupăm lăcașurile farurilor care au un diametrul de 21 mm (vezi detaliul din plansa a III-a).
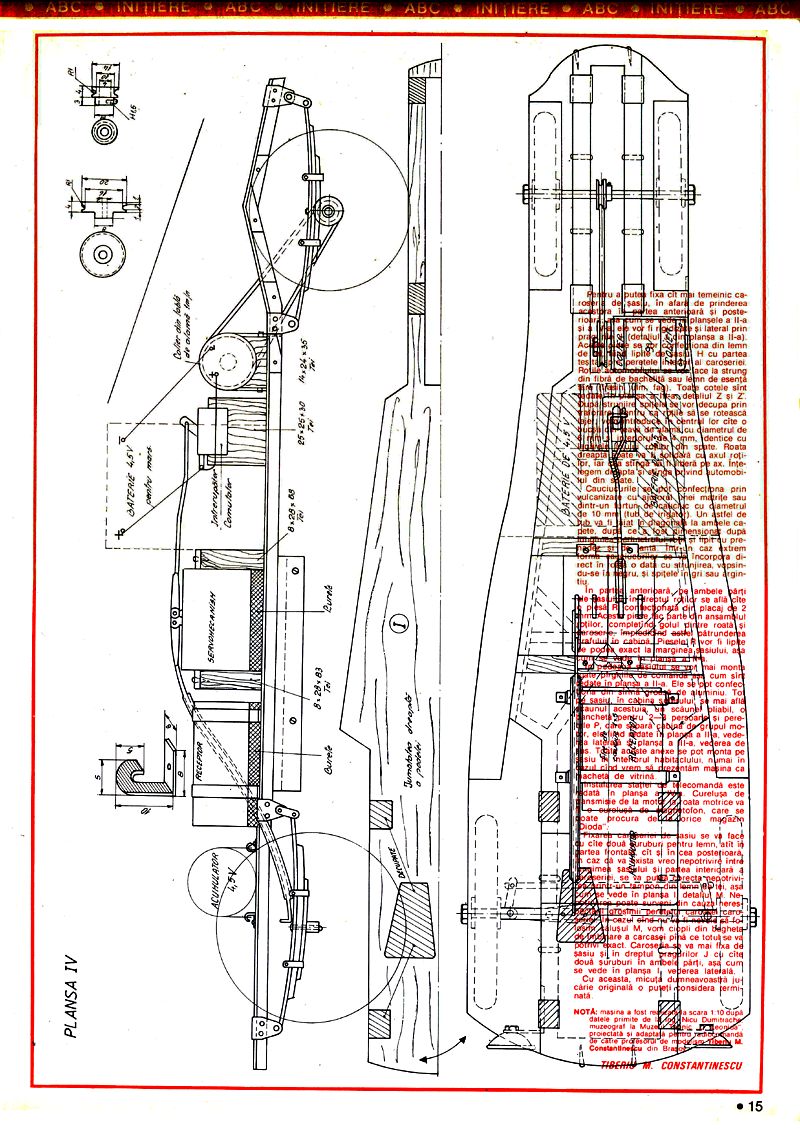
Aripile sunt redate în plansa I, detaliul O, fiind confecționate din furnir de tei de 1-1,5 mm, tăiat pe contrafibră, peste care vom lipi hârtie de desen pentru a nu se fisura la încovoiere, finisând conturul cu hârtie știclată fină, modelând apoi presiunile în arc de cerc până la lăcașul roților unde le vom lipi cu prenadez. Lipirea se va face în așa fel încât să rămână o margine de până la nivelul exterior al caroseriei. Pentru ca aripile să fie bine fixate la lipire în lăcașul lor, le vom prinde la capetele de jos cu câte un clește de rufe, presându-le astfel de carcasă. Aripile din față se mai pot confecționa și din tablă de aluminiu groasă de 1 mm, așa cum sunt redate în vederea din față (plansa a IV-a, vezi unde apare aripa evazată). Tabla va fi ambutisată pe un mulaj de lemn care va avea mărimea cu conturul de cerc al piesei din plansa a IV-a și conturul aripii văzute din față, plansa a IV-a. De fapt, aceasta este forma originală a aripii din față. Alături de această reprezentare mai apare cu linia întreruptă aripa descrisă la început, ea fiind mai ușor de realizat sub această formă.
Ușile se montează pe caroserie cu ajutorul unor palamare de pian, care fiind ajustate la mărimea celor din desen (vezi ușa din plansa I), se fixează la capătul de sus cu niște nituri cu diametrul de 1 mm. Operația următoare va consta din fixarea lor de caroserie cu același procedeu. Este bine ca odată cu niturirea palamarilor acestea să fie lipite cu araldit sau UHU.
Vopsirea caroseriei se va face într-o culoare metalizată, pe bază de enaur sau gri. Aplicarea vopselei se va face prin pulverizare, acoperindu-se cu 8-10 straturi care după uscare se va șlefui cu hârtie hidro, lustruindu-se apoi cu pastă de șlefuit novolin sau chiar cu pastă de dinți cu ajutorul unei cârpe ori bucle.
Ușile se asigură cu ajutorul unor clanțe în forma de T care sunt redate în plansa a II-a, detaliul A. Clanța propriu-zisă (a) și axul vor fi confecționate dintr-o sârmă de bicicletă, îndoitându-se în forma de T. Pe axul (a) se va mai cositori o șaibă care delimitează clanța de ax. Pentru a fixa clanța de ușă vom face săpătura de 2 mm în locul indicat pe desen, introducând axul clanței până la șaibă, urmând ca din partea opusă să introducem piesa (d), pe care o vom presă din interior spre exterior, costorind-o pe axul (a). Limba piesei (d) va fi îndoită în sus la capătul opus, pentru a putea trage ușa peste grosimea peretelui carcasei, închizând astfel ușa. Șaiba (c) și limba vor avea între ele peretele carcasei.
Vom trece acum la montarea geamurilor pe care le avem deja decupate și ajustate după curburile respective. Pentru redarea cât mai exactă a parbrizului vom confecționa, din materialul rămas de la carcasă, o nervură lată de 3 și lungă de 52 mm pe care o vom lipi în spațiul median al parbrizului (vezi parbrizul din detaliul N plansa I). Geamulețul oberlint va fi decupat cu o pânză de traforaj din plexiglas, montându-se în partea superioară, prin găurire, două știfturi cu diametrul de 1 mm și lungi de 5 mm, permițând geamului să se rotească ușor. În continuare vom trasa cu o pensulă subțire conturul geamurilor și al spațiilor decupate din caroserie cu un strat subțire de nextrapol. După uscarea adezivului care durează 3-4 minute, aplicăm geamurile din exterior spre interior, aducându-le la nivelul caroseriei. Vom confecționa în continuare chederele pentru a masca lipiturile geamurilor. Acestea se pot decupa din testil negru sau fâșii de hârtie de desen late de 2 mm. Cel mai practic este să se traseze conturul geamurilor pe hârtie de desen, mărind conturul trasat cu 1 mm în stânga și cu 1 milimetru în dreapta desenului, obținând astfel imaginea redată în plansa I, detaliul N. Benzile de la con se vor decupa cu un foarfece cu vârfuri îndoite. După decupare se va vopsi hârtia cu un negru, lipindu-se de conturul geamurilor cu un strat subțire de nextrapol.
Pentru ca lucrarea noastră să fie cât mai frumoasă și cât mai apropiată de model, va trebui să amenajăm și interiorul habitaclului, unde avem de montat bordul cu claxonul și apoi să căptușim interiorul până la peretele despărțitor cu skay de culoare neagră. Bordul este redat în plansa I, detaliul N și se va confecționa din lemn de tei vopsit în negru. Pe suprafața lui interioară se vor plasa butoanele și ceasurile indicate în planșa a IV-a. Butoanele se pot tăia din mărgele colorate, iar ceasurile se vor desena pe hârtie albă cu graduația colorată cu creioane grase la fel cu ceasurile automobilelor adevărate. Claxonul este plasat sub geamul lateral din dreapta, vezi plansa I. Claxonul amintit are diametrul de 6 mm și priza de aer planșa a IV-a detaliul V; sunt date cotele claxonului. Partea (a) se va confecționa dintr-o gumă de ters care are forma sferică iar forma (b) se poate imita din lemn de tei.
Pentru a putea căptuși interiorul habitaclului, vom confecționa niște șabloane după conturul cărora vom tăia și decupa skay-ul ce se va lipi de peretele interior cu nextrapol.
Vom trece acum la construirea șasiului. Vederea de sus a șasiului este dată în planșa a IV-a, unde se redă forma ortogonală a acestuia. Acesta se va confecționa din placaj cu grosimea de 5 mm având partea posterioară cabrată, deviată de la linia orizontală în vederea laterală în aceeași planșă, consolidându-se devierea de la linia dreaptă. Aceste șine se vor confecționa din tablă de aluminiu de 1 mm, fiind fixate prin nituri și apoi îndoite și consolidate, toate piesele îmbinate. Peste șasiu se va lipi o podea din placaj de 2 mm. Podeaua va avea întocmai forma șasiului mai puțin spațiul din partea din spate. Este necesar să lăsăm spațiul din spate pentru a permite amplasarea mecanismului de transmisie a motorului (la planșa a IV-a, vederea de sus). Înainte de a lipi podeaua se vor vopsi suprafețele pentru ca să dăm posibilitatea pieselor să se lipească, deoarece pentru aceasta să nu apară denivelat. În planșa a IV-a se redă jumătatea podelei și cu linii trebuie decupate.
Vom începe descrierea părților componente ale șasiului în partea anterioară și posterioară.
Farurile sunt date în planșa a II-a, detaliul F, confecționate din aluminiu prin strunjire. Geamurile farurilor se vor strunji și ele din plexiglas, având grosimea de 2,5 mm, fiind fixate prin presare în carcasele farurilor. Acestea vor fi montate pe șasiu cu ajutorul plăcuțelor redate în desen și nituri de carcasă împreună cu piesele B (bridele cercurilor de arc din față). Farurile vor fi astfel poziționate încât să corespundă întocmai cu lăcașurile lor din caroserie.
Arcurile sunt redate în planșa a II-a, detaliul D, fiind confecționate din tablă de alamă sau oțel, groasă de 2 mm. Lamelele arcurilor vor fi compactate prin nituri în partea lor mediană și consolidate prin fixarea a câte două bride (C), redate în desen în două variante, confecționându-se și ele tot din tablă de alamă cu grosimea de 1 mm din față.
Prin această metodă de arcuri dată cu nituri în continuare, vom confecționa și bucșile cercurilor, piesele B, din tablă de alamă groasă de 1 mm. Fixarea va fi făcută prin nituri de asemenea, formând împreună cu suportul E și F, confecționate din același material (planșa a II-a, detaliul E). Cercele vor fi fixate la piesele B prin nituri, având grijă ca niturirea să fie lejeră, permițând astfel arcurilor să oscileze la fiecare roată. Fixarea cu nituri va fi eficientă.
Sistemul de amortizare al punții din spate va fi identic cu cel de la punta din față, unde amortizoarele vor fi cosite sub bridele de compactare ale arcurilor, două bucăți (D), planșa a II-a, detaliul D. Poziționarea exactă a acestor două bucăți este dată de curbura de amortizare redată în planșa a II-a.
Trecem în continuare la confecționarea barei de direcție împreună cu părțile ce formează partea acestei părți care sunt redate în planșa a III-a, detaliul T. Bara va fi confecționată din fier rotund cu diametrul de 4 mm împreună cu toate piesele componente ce formează ansamblul de direcție prezentat în planșa a III-a, detaliul T, confecționată din fier cu dimensiunile de 4 x 7 x 25 mm.
Piesele T prezintă furcile împreună cu care intră în capetele barei (T) și împreună cu bara formează ansamblul de direcție. Furcile (T) vor fi făcute la strung, urmând ca partea groasă a piesei să fie ajustată mult cu câte 1 mm pe ambele părți, pentru care vom degaja spațiul în care intră bara de direcție. Pentru ajustarea corectă a ansamblului amintit, vom obține o încărcare care permite axei să alunece fără joc. În continuare vom confecționa în fiecare furcă gaura (d) dată în desen cu diametrul de 2 mm. Piesa (b) va fi făcută din materialul deformabil al sistemului de direcție.
Vom confec